Unternehmens Nachrichten
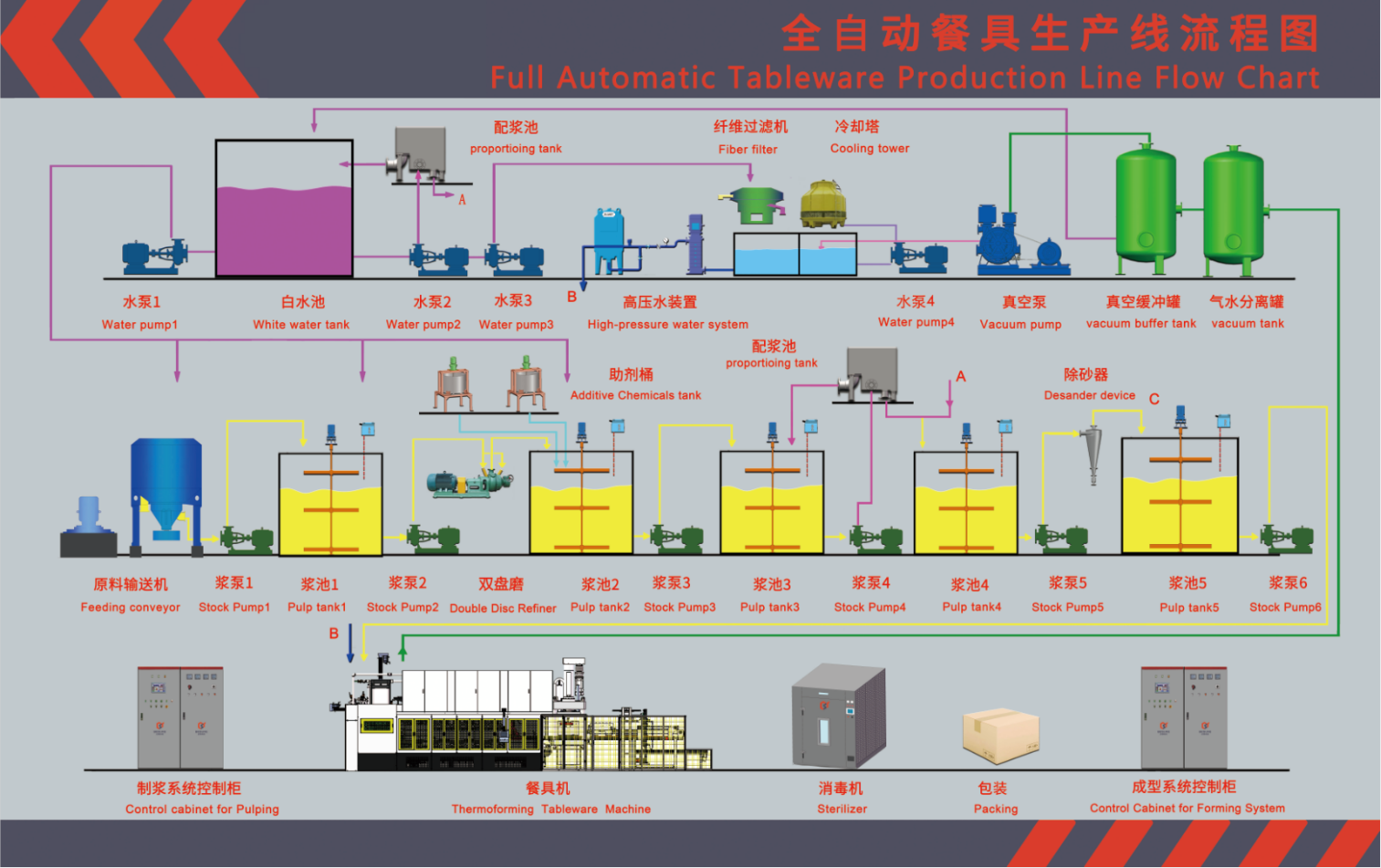
Wir konzentrieren uns seit über 25 Jahren auf Anlagen zur Zellstoffformung.
Sprache
Wir konzentrieren uns seit über 25 Jahren auf Anlagen zur Zellstoffformung.
Einleitung: In der Welt der nachhaltigen Verpackungen und umweltfreundlichen Lösungen
erfreuen sich großer Beliebtheit. Der Produktionsprozess dieser biologisch abbaubaren Produkte ist jedoch nicht ohne Herausforderungen. In diesem umfassenden Leitfaden untersuchen wir die häufigsten Probleme bei der Herstellung von Zellstoffformteilen und bieten praktische Lösungen zu deren Überwindung, um eine überlegene Produktqualität und eine höhere Produktionseffizienz zu gewährleisten.
Zellstoffkarton besteht in der Regel aus Zellstoff. Kann er nicht zerkleinert werden, hängt dies von der Dichte des Zellstoffkartons selbst sowie von der Klinge und Geschwindigkeit des Pulpers ab. Pulper für hohe Konsistenz verfügen in der Regel über Spiralklingen und Flachklingen, Pulper für niedrige Konsistenz über Flachklingen, und seitliche Messer sind um den Tank angebracht. Ist die Schlaggeschwindigkeit zu niedrig, müssen die Schärfe der Klingen und die Motordrehzahl berücksichtigt werden. Ein 6-poliger Motor hat ein hohes Drehmoment, aber eine niedrige Drehzahl; ein 4-poliger Motor hat eine hohe Drehzahl, aber ein geringes Drehmoment. Daher kann die Motordrehzahl an verschiedene Pulper angepasst werden.
Der Hauptgrund dafür ist, dass die Zugabe von Ölabweisungsmitteln und die hohe Aufprallkraft beim Aufschließen leicht zu Schaumbildung führen können. Darüber hinaus beeinflusst die Sauberkeit von Zellstoff und Wasser die Wahrscheinlichkeit von Schaumbildung direkt. Je mehr Ascheverunreinigungen im Zellstoff vorhanden sind, desto wahrscheinlicher ist Schaumbildung. Bei zu hohen Temperaturen (insbesondere im Sommer) können sich leicht Mikroorganismen vermehren, wodurch es leicht zu Schaumbildung kommt und Schaumflecken auf dem Produkt entstehen.
Möglichkeiten zur Schaumreduzierung:
(1) Die Sauberkeit des Zellstoffs muss gewährleistet sein.
(2) Die Wasserqualität sollte gereinigt werden.
(3) Verwenden Sie zum Entschäumen einen Entschäumer wie beispielsweise Ether.
Der Hauptgrund dafür ist, dass der Zellstoff mehr Ascheverunreinigungen enthält und die Wasserqualität schlecht ist. Normalerweise beträgt die Dosierung von weißem Zuckerrohrzellstoff 2–2,5 % (Acrylat) und der Anteil an ölabweisenden Mitteln etwa 0,8 %. Bei natürlichem Zuckerrohrzellstoff beträgt der Anteil an wasserabweisenden Mitteln etwa 3 % und der Anteil an ölabweisenden Mitteln etwa 0,9 %. Der Anteil variiert jedoch je nach Mischung verschiedener Zellstoffarten. Zu viele Mikroorganismen im Medium verbrauchen auch eine große Menge an Zusatzstoffen. Bei starkem Wachstum von Zusatzstoffen sollte daher ein Wasserwechsel in Erwägung gezogen oder die Lebensmittelqualität des Zellstoffkartons überprüft werden.
Der Feuchtigkeitsgehalt des feuchten Embryos beträgt im Allgemeinen etwa 70 %. Ist der Feuchtigkeitsgehalt zu hoch, dauert die Abbindezeit zu lange, der Wärmeenergieverbrauch zu hoch und manche Produkte weisen sogar „gebratene Ränder“ auf. Daher muss bei einem zu hohen Feuchtigkeitsgehalt geprüft werden, ob die Dicke des feuchten Embryos zu groß ist. Ist das Vakuum zu niedrig? Ist die Pumpzeit zu kurz? Ist die Form verklebt und versiegelt, ist sie mit einem Lederpolster versiegelt usw.? Im Notfall muss besonders auf Vakuumlecks wie Rohre und Ventile geachtet werden.
Wenn das gleiche Produkt oder das gleiche Formprodukt eine ungleichmäßige Dicke aufweist, berücksichtigen Sie die folgenden Aspekte:
(1) Sind die Sauglöcher der Form gleichmäßig? Wenn die Einspritzung ungleichmäßig ist, öffnen oder verschließen Sie die Löcher je nach der tatsächlichen Situation.
(2) Ist das Metallgitter klebrig und verstopft? Wenn eine Verstopfung vorliegt, reinigen Sie es rechtzeitig.
(3) Wenn es sich um Verfugen handelt, prüfen Sie, ob das Produkt beim Verfugen des Verfugungsrohrs direkt betroffen ist. Passen Sie die Position des Verfugungsanschlusses rechtzeitig an, um direkte Auswirkungen zu vermeiden.
(4) Liegt in diesem Teil ein Vakuumleck vor? Wenn ein Vakuumleck vorliegt, muss es rechtzeitig repariert und abgedichtet werden.
(5) Überprüfen Sie, ob das Zellstoffventil festsitzt. Wenn es rechtzeitig repariert werden muss, müssen die vier Entlastungsventile gleichzeitig wirken, um eine gleichmäßigere Wirkung zu erzielen.

Ist die Kante zu klein, fehlen nach der Formgebung Kanten. Der Hauptgrund hierfür ist, dass die Gummiauflage des Korbrahmens zu klein ist. Mit einem Tapeziermesser können Sie die Gummiauflage erweitern.
Berücksichtigen Sie mehrere Gründe:
(1) Der Formspalt ist zu klein oder das Produktgewicht ist zu groß;
(2) Das Metallgewebe ist zu dick;
(3) Die Form oder das Gerät ist nicht eben genug und neigt dazu, in der Mitte durchzuhängen, so dass bei der tatsächlichen Verwendung an den Kanten des Produkts Bahnspuren entstehen.
(4) Wenn sich Schaum im Güllebehälter befindet, entstehen auch Netzflecken.
(5) Wenn der Druck des Booster-Zylinders zu hoch ist, kann der Druck reduziert werden, im Allgemeinen auf 3-4 kg.
Berücksichtigen Sie mehrere Gründe:
(1) Das Gewicht des Produkts ist zu gering oder der Formspalt ist zu groß.
(2) Unzureichende Druckbeaufschlagung oder Absenkhöhe des Zylinders;
(3) Die Form wurde lange Zeit zum Formen dicker Schuppen verwendet, was dazu führte, dass einige Teile nicht an Ort und Stelle geformt werden konnten.
(4) Das Magnetventil funktioniert nicht oder nicht richtig.
(5) Der Dichtring des Booster-Teils des Zylinders ist stark abgenutzt und der Booster-Abstand reicht nicht aus.
Berücksichtigen Sie mehrere Gründe:
(1) Der Feuchtigkeitsgehalt des feuchten Embryos ist zu hoch;
(2) Die Form oder das Gerät ist uneben, was zu einer ungleichmäßigen Erwärmung führt.
(3) Die Temperatur des Wärmeträgeröls ist zu niedrig;
(4) Die Heizplatte ist blockiert und die Wärmeleitfähigkeit verringert.
(5) Der Flaschendruck ist zu gering;
(6) Die Dicke des Produkts ist zu dick. Im Allgemeinen beträgt die Abbindezeit, nachdem die Dicke des Produkts 1 mm erreicht hat, etwa 60-90 Sekunden.

Berücksichtigen Sie mehrere Gründe:
(1) Die Schneidklinge ist nicht scharf genug;
(2) Die Ausrüstung oder Form ist uneben, was dazu führt, dass einige Positionen kontinuierlich geschnitten werden.
(3) Der Flaschenabfall oder die Druckbeaufschlagungsdistanz ist nicht ausreichend.
(4) Der Flaschendruck ist zu gering.
Berücksichtigen Sie mehrere Gründe:
(1) Die Schneide ist stumpf;
(2) Der Abstand zwischen den Stanzformen ist relativ groß, im Allgemeinen beträgt der Abstand zwischen den Stanzformen 0–2 Drähte.
(3) Das Produkt ist zu dick, die Oberfläche ist trocken und es besteht die Gefahr von „explodierender Haut“.
(4) Die Ausrüstung ist uneben und die Fokuspunkte erscheinen nacheinander, was leicht zu Graten führen kann.
Berücksichtigen Sie mehrere Gründe:
(1) Gibt es Auslassungen oder Kürzungen bei der Hinzurechnungssumme?
(2) Die Wasserqualität ist schlecht und es gibt zu viele Mikroorganismen.
(3) Gibt es Konflikte mit anderen Additiven wie beispielsweise Entschäumern?
(4) Wenn der Feuchtigkeitsgehalt des Produkts nach dem Abbinden 10 % übersteigt, ist es leicht, nicht zu verhindern
1997 importierte das BST-Team den Europäer
Produktionslinie nach China und begann mit der Produktion von geformten Zellstoffprodukten.
 +86 18823150295
+86 18823150295
 Yongye Road Nr. 5, Zone A Südwest
Yongye Road Nr. 5, Zone A Südwest
Industriepark, Bezirk Sanshui, Foshan, China