Notícias da empresa
Com foco em equipamentos de moldagem de celulose há mais de 25 anos.
Língua
Com foco em equipamentos de moldagem de celulose há mais de 25 anos.
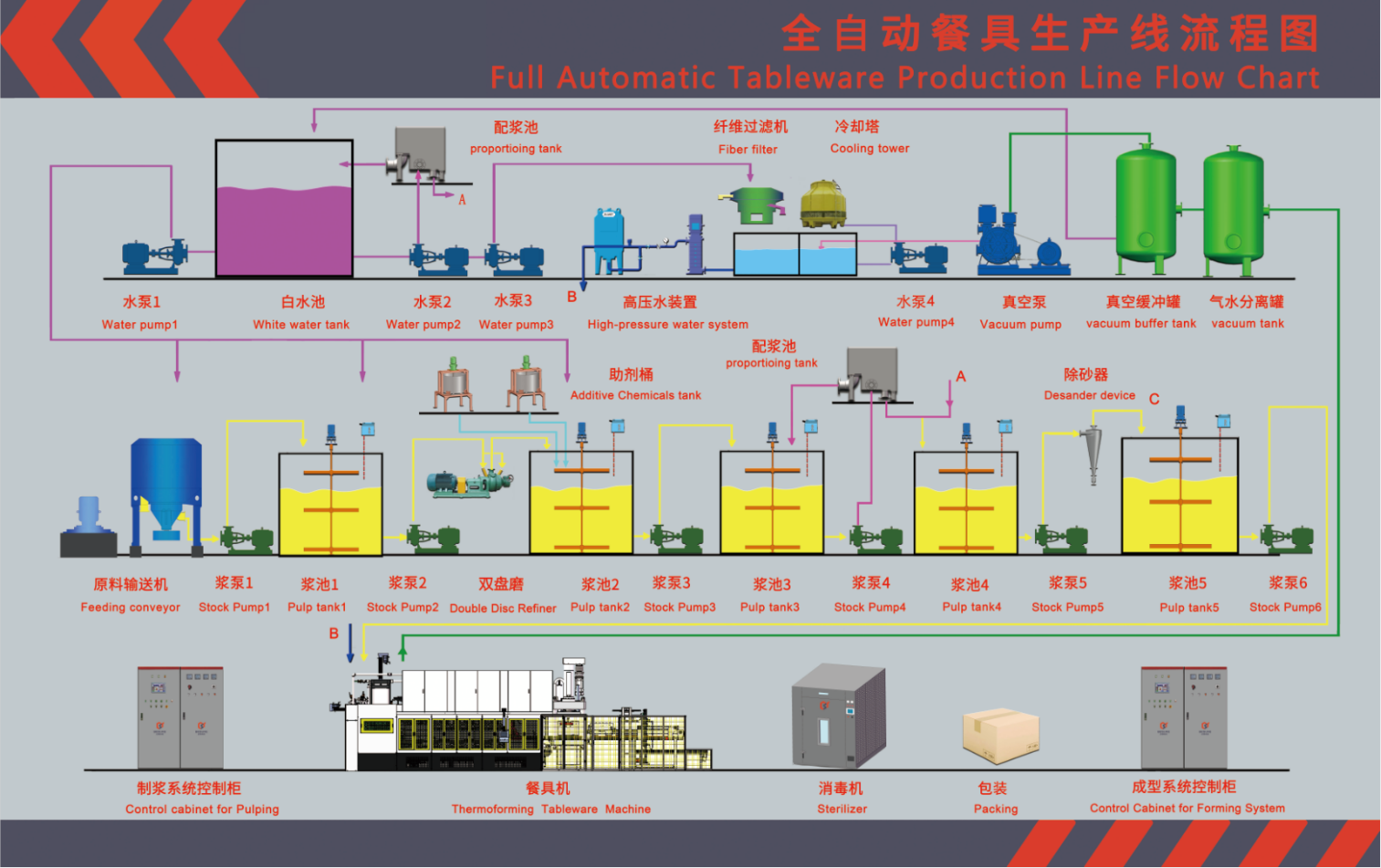
Introdução: No mundo das embalagens sustentáveis e soluções ecológicas,
ganharam popularidade significativa. No entanto, o processo de produção desses itens biodegradáveis não é isento de desafios. Neste guia abrangente, exploramos os problemas comuns encontrados durante a fabricação de produtos moldados em celulose e apresentamos soluções práticas para superá-los, garantindo qualidade superior do produto e maior eficiência de produção.
Geralmente, o cartão de celulose é feito de polpa química. Se não puder ser triturado, isso depende da densidade do próprio cartão de celulose, da lâmina e da velocidade do despolpador. Geralmente, os despolpadores de alta consistência possuem lâminas espirais e planas, enquanto os despolpadores de baixa consistência geralmente utilizam lâminas planas e facas laterais são adicionadas ao redor do tanque. Se a velocidade de batimento for muito lenta, a afiação das lâminas e a velocidade do motor devem ser consideradas. Um motor de 6 polos tem um torque alto, mas uma velocidade lenta; um motor de 4 polos tem uma velocidade rápida, mas um torque baixo, portanto, a velocidade do motor pode ser ajustada para diferentes despolpadores.
O principal motivo é que a adição de repelente de óleo e a alta força de impacto durante a polpação podem facilmente causar formação de espuma; além disso, a limpeza da polpa e da água afeta diretamente a probabilidade de formação de espuma. Se houver mais impurezas de cinzas na polpa, a probabilidade de formação de espuma aumentará. Se a temperatura estiver muito alta (especialmente no verão), é fácil a proliferação de microrganismos, facilitando a formação de espuma, resultando em manchas de espuma no produto!
Maneiras de reduzir a espuma:
(1) A limpeza da polpa deve ser garantida;
(2) A qualidade da água deve ser purificada;
(3) Use um antiespumante, como éter, para antiespumar.
O principal motivo é a presença de mais impurezas de cinzas na polpa e a baixa qualidade da água. Geralmente, a dosagem da polpa branca de cana-de-açúcar é de 2 a 2,5% (acrilato) e a quantidade de repelente de óleo é de cerca de 0,8%. Para a polpa natural de cana-de-açúcar, a quantidade de repelente de água é de cerca de 3% e a de repelente de óleo é de cerca de 0,9%, mas a proporção varia de acordo com a mistura de diferentes tipos de polpa. Muitos microrganismos no meio também consumirão uma grande quantidade de aditivos; portanto, se houver um crescimento substancial de aditivos, considere trocar a água ou verificar se o cartão de celulose é de qualidade alimentar.
Geralmente, o teor de umidade do embrião úmido é de cerca de 70%. Se o teor de umidade for muito alto, o tempo de presa será muito longo, o consumo de energia térmica será muito alto e alguns produtos até apresentarão "bordas fritas". Portanto, se o teor de umidade for muito alto, é necessário considerar se a espessura do embrião úmido é muito espessa? O nível de vácuo está muito baixo? O tempo de bombeamento está muito curto? Se o molde de moldagem está colado e selado, se está selado com uma almofada de couro, etc. Em emergências, é necessário verificar se há vazamentos de vácuo, como tubulações e válvulas.
Se o mesmo produto ou o mesmo produto de molde tiver espessura irregular, considere os seguintes aspectos:
(1) Os furos de sucção da matriz de moldagem são uniformes? Se a injeção for irregular, abra ou tampe os furos de acordo com a situação real.
(2) A malha metálica está pegajosa e obstruída? Se houver algum bloqueio, limpe-o a tempo.
(3) Em caso de rejuntamento, verifique se o produto é impactado diretamente ao rejuntar o tubo. Ajuste a posição da porta de rejuntamento a tempo para evitar impacto direto.
(4) Há vazamento de vácuo nesta parte? Se houver vazamento de vácuo, ele deve ser reparado e selado a tempo.
(5) Verifique se a válvula de polpa está presa e, se precisar ser reparada a tempo, as quatro válvulas de liberação devem atuar ao mesmo tempo para serem mais uniformes.

Se a borda for muito pequena, haverá o problema de bordas faltantes após a finalização do formato. O principal motivo para essa situação é que a almofada de borracha da estrutura da cesta é muito pequena. Você pode usar uma espátula para papel de parede para expandir a almofada de borracha.
Considere vários motivos:
(1) A folga do molde é muito pequena ou o peso do produto é muito grande;
(2) A malha metálica é muito grossa;
(3) A planura do molde ou equipamento não é suficiente, e o molde ou equipamento tende a ceder no meio, portanto, no uso real, haverá marcas de teia na borda do produto;
(4) Se houver espuma no tanque de chorume, também haverá marcas de rede.
(5) Se a pressão do cilindro auxiliar for muito alta, a pressão pode ser reduzida, geralmente em 3-4 kg.
Considere vários motivos:
(1) O peso do produto é muito leve ou a abertura do molde é muito grande;
(2) Pressurização insuficiente ou altura de rebaixamento do cilindro;
(3) O molde foi usado por muito tempo para formar incrustações espessas, fazendo com que algumas peças não pudessem ser moldadas no lugar;
(4) A válvula solenóide não funciona ou não funciona corretamente;
(5) O anel de vedação da parte do reforço do cilindro está muito desgastado e a distância do reforço não é suficiente.
Considere vários motivos:
(1) O teor de umidade do embrião úmido é muito alto;
(2) O molde ou equipamento é irregular, resultando em aquecimento desigual;
(3) A temperatura do óleo de transferência de calor está muito baixa;
(4) A placa de aquecimento é bloqueada e a condutividade térmica é reduzida;
(5) A pressão do cilindro é muito pequena;
(6) A espessura do produto é muito espessa. Geralmente, o tempo de cura após a espessura do produto atingir 1 mm é de cerca de 60 a 90 segundos.

Considere várias razões:
(1) A lâmina do cortador não está afiada o suficiente;
(2) O equipamento ou molde é irregular, fazendo com que algumas posições sejam cortadas continuamente;
(3) A queda do cilindro ou a distância de pressurização não são suficientes;
(4) A pressão do cilindro é muito pequena.
Considere várias razões:
(1) O cortador está cego;
(2) A lacuna entre a matriz de punção é relativamente grande, geralmente a lacuna entre a matriz de punção é de 0-2 fios;
(3) O produto é muito espesso, a superfície fica seca e é propensa a "explosão da pele".
(4) O equipamento é irregular e os pontos de foco aparecem sucessivamente, o que pode facilmente causar rebarbas.
Considere várias razões:
(1) Há alguma omissão ou redução no valor da adição?
(2) A qualidade da água é suja e há muitos microrganismos;
(3) Existem conflitos com outros aditivos, como antiespumantes?
(4) Se o teor de umidade do produto exceder 10% após a configuração, é fácil ser inevitável
Em 1997, a equipe BST importou o
linha de produção para a China e iniciou o negócio de produção de produtos de celulose moldada.
 +86 18823150295
+86 18823150295
 No.5 Yongye Road, Zona A Sudoeste
No.5 Yongye Road, Zona A Sudoeste
Parque Industrial, Distrito de Sanshui, Foshan, China