Сосредоточение внимания на оборудовании для формования целлюлозы более 25 лет.
Язык
Сосредоточение внимания на оборудовании для формования целлюлозы более 25 лет.
Введение: В мире устойчивой упаковки и экологически чистых решений
приобрели значительную популярность. Однако процесс производства этих биоразлагаемых изделий не лишен своих проблем. В этом всеобъемлющем руководстве мы рассмотрим общие проблемы, возникающие при производстве формованных изделий из целлюлозы, и предложим практические решения для их преодоления, обеспечивающие превосходное качество продукции и повышенную эффективность производства.
Как правило, целлюлозный картон изготавливается из химической целлюлозы. Если его нельзя раздавить, это зависит от плотности самого целлюлозного картона, а также от лезвия и скорости измельчителя. Как правило, измельчители высокой концентрации имеют спиральные лезвия и плоские лезвия, измельчители низкой концентрации обычно используют плоские лезвия, а боковые ножи добавляются вокруг резервуара. Если скорость измельчения слишком низкая, необходимо учитывать остроту лезвий и скорость двигателя. 6-полюсный двигатель имеет большой крутящий момент, но низкую скорость; 4-полюсный двигатель имеет высокую скорость, но небольшой крутящий момент, поэтому скорость двигателя можно регулировать для разных измельчителей.
Основная причина в том, что добавление маслоотталкивающих веществ и высокая ударная сила во время варки пульпы могут легко вызвать пенообразование; кроме того, чистота пульпы и воды напрямую влияет на вероятность пенообразования. Если в пульпе будет больше зольных примесей, вероятность пенообразования увеличится. Если температура слишком высокая (особенно летом), легко размножаются некоторые микроорганизмы, поэтому легко происходит пенообразование, в результате чего на продукте появляются пенные пятна!
Способы уменьшения пенообразования:
(1) Должна быть гарантирована чистота пульпы;
(2) Качество воды должно быть очищенным;
(3) Для гашения пены используйте пеногаситель, например эфир.
Основная причина заключается в том, что в пульпе больше зольных примесей и плохое качество воды. Обычно дозировка белой пульпы сахарного тростника составляет 2-2,5% (акрилата), а количество маслоотталкивающего вещества составляет около 0,8%. Для натуральной пульпы сахарного тростника количество водоотталкивающего вещества составляет около 3%, а количество маслоотталкивающего вещества составляет около 0,9%, но пропорция будет меняться после смешивания различных типов пульпы; Слишком много микроорганизмов в среде также будут потреблять большое количество добавок, поэтому, если наблюдается значительный рост добавок, рассмотрите возможность замены воды или проверьте, является ли целлюлозный картон пищевым.
Как правило, влажность влажного эмбриона составляет около 70%. Если влажность слишком высокая, время схватывания будет слишком долгим, потребление тепловой энергии будет слишком большим, а некоторые изделия даже будут выглядеть «поджаренными краями». Поэтому, если влажность слишком высокая, необходимо рассмотреть, не слишком ли велика толщина влажного эмбриона? Не слишком ли низкий уровень вакуума? Не слишком ли короткое время откачки? Проклеена ли и запечатана ли формовочная форма, запечатана ли она кожаной прокладкой и т. д. В аварийных ситуациях необходимо сосредоточиться на проверке того, нет ли утечек вакуума, таких как трубы и клапаны.
Если одно и то же изделие или одно и то же изделие из пресс-формы имеет неравномерную толщину, рассмотрите следующие аспекты:
(1) Равномерны ли всасывающие отверстия пресс-формы? Если впрыск неравномерный, откройте или закройте отверстия в соответствии с фактической ситуацией.
(2) Металлическая сетка липкая и засорилась? Если засор есть, вовремя прочищайте ее.
(3) Если это затирка, проверьте, подвергается ли продукт непосредственному воздействию при затирке трубы для затирки? Отрегулируйте положение порта для затирки вовремя, чтобы избежать прямого воздействия.
(4) Есть ли утечка вакуума в этой части? Если есть утечка вакуума, ее необходимо вовремя отремонтировать и загерметизировать.
(5) Проверьте, не застрял ли клапан пульпы, и если его необходимо своевременно отремонтировать, четыре выпускных клапана должны срабатывать одновременно, чтобы обеспечить большую равномерность.

Если край слишком мал, возникнет проблема отсутствия краев после завершения формы. Основной причиной такой ситуации является то, что резиновая прокладка каркаса корзины слишком мала. Вы можете использовать обойный нож, чтобы расширить резиновую прокладку.
Рассмотрим несколько причин:
(1) Зазор формы слишком мал или вес изделия слишком велик;
(2) Металлическая сетка слишком толстая;
(3) Плоскостность формы или оборудования недостаточна, и форма или оборудование склонны провисать в середине, поэтому при фактическом использовании на краях изделия будут оставаться следы паутины;
(4) Если в резервуаре для шлама есть пена, то также будут видны чистые следы.
(5) Если давление в усилительном цилиндре слишком высокое, его можно уменьшить, обычно до 3–4 кг.
Рассмотрим несколько причин:
(1) Вес изделия слишком мал или зазор формы слишком велик;
(2) Недостаточное давление или высота опускания цилиндра;
(3) Форма использовалась в течение длительного времени для формирования толстой окалины, из-за чего некоторые детали невозможно отлить на месте;
(4) Электромагнитный клапан не работает или работает неправильно;
(5) Уплотнительное кольцо усилительной части цилиндра сильно изношено, а усилительное расстояние недостаточно.
Рассмотрим несколько причин:
(1) Содержание влаги во влажном эмбрионе слишком велико;
(2) Форма или оборудование неровные, что приводит к неравномерному нагреву;
(3) Температура масляного теплоносителя слишком низкая;
(4) Нагревательная пластина блокируется, и теплопроводность снижается;
(5) Давление в цилиндре слишком мало;
(6) Толщина продукта слишком толстая. Обычно время схватывания после того, как толщина продукта достигает 1 мм, составляет около 60-90 секунд.

Рассмотрим несколько причин:
(1) Лезвие резака недостаточно острое;
(2) Оборудование или форма неровные, из-за чего некоторые позиции разрезаются непрерывно;
(3) Расстояние падения давления в цилиндре или его нагнетания недостаточно;
(4) Давление в цилиндре слишком мало.
Рассмотрим несколько причин:
(1) Резец затупился;
(2) Зазор между пробивными матрицами относительно большой, обычно зазор между пробивными матрицами составляет 0-2 провода;
(3) Продукт слишком густой, поверхность сухая и склонен к «взрыву кожицы».
(4) Оборудование установлено неровно, и точки фокусировки появляются последовательно, что может легко привести к появлению заусенцев.
Рассмотрим несколько причин:
(1) Есть ли какие-либо пропуски или сокращения в сумме сложения?
(2) Качество воды грязное, в ней слишком много микроорганизмов;
(3) Существуют ли конфликты с другими добавками, такими как пеногасители?
(4) Если влажность продукта после застывания превышает 10%, то это может привести к непредвиденным последствиям.
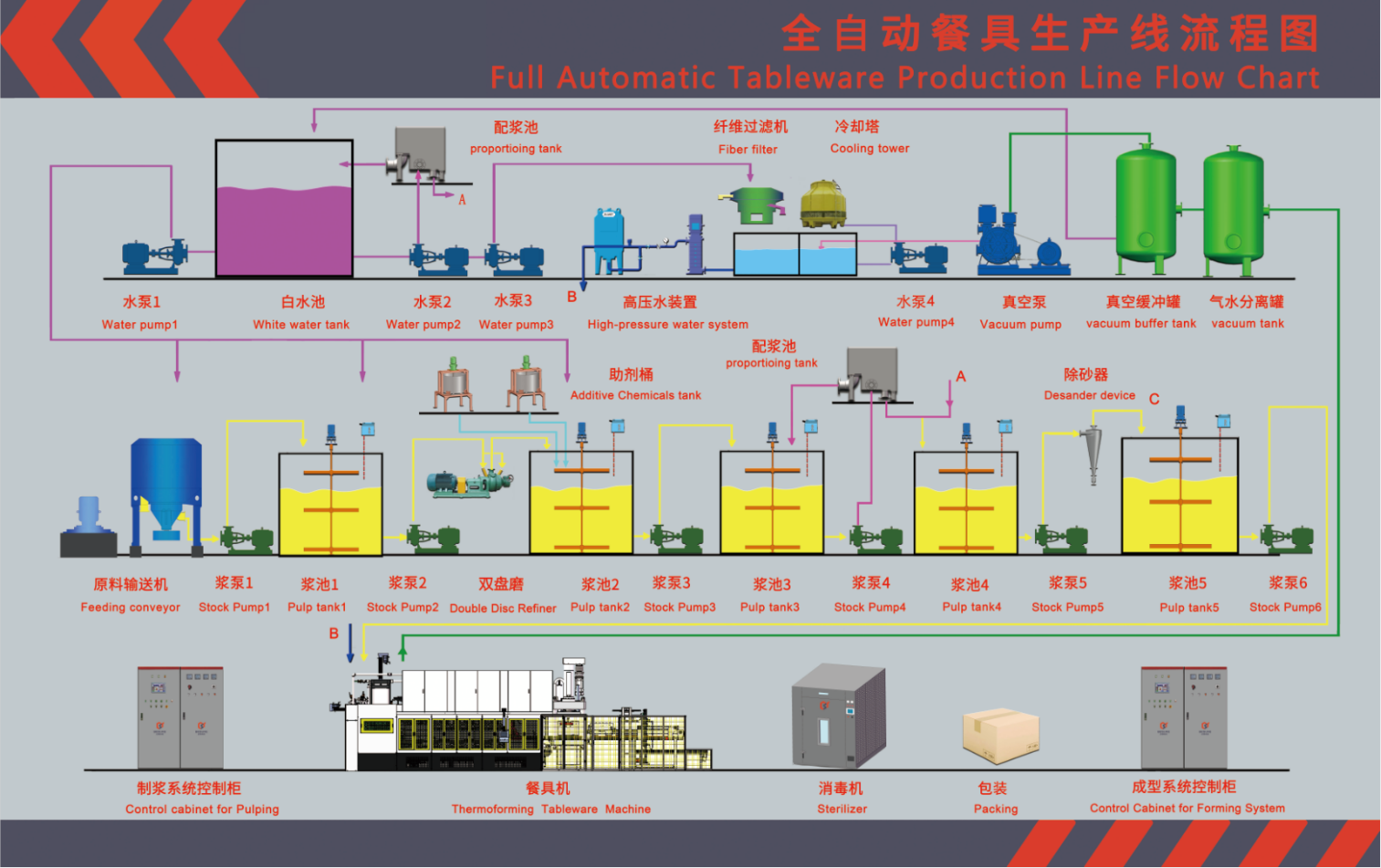
В 1997 году команда BST импортировала европейский
производственной линии в Китай и начал производство изделий из формованной целлюлозы.
 +86 18823150295
+86 18823150295
 Номер 5 Yongye Road, зона A, юго-запад
Номер 5 Yongye Road, зона A, юго-запад
Индустриальный парк, район Саньшуй, Фошань, Китай