Berfokus pada peralatan pencetakan pulp selama lebih dari 25 tahun.
Anda
Bahasa
Berfokus pada peralatan pencetakan pulp selama lebih dari 25 tahun.
Anda
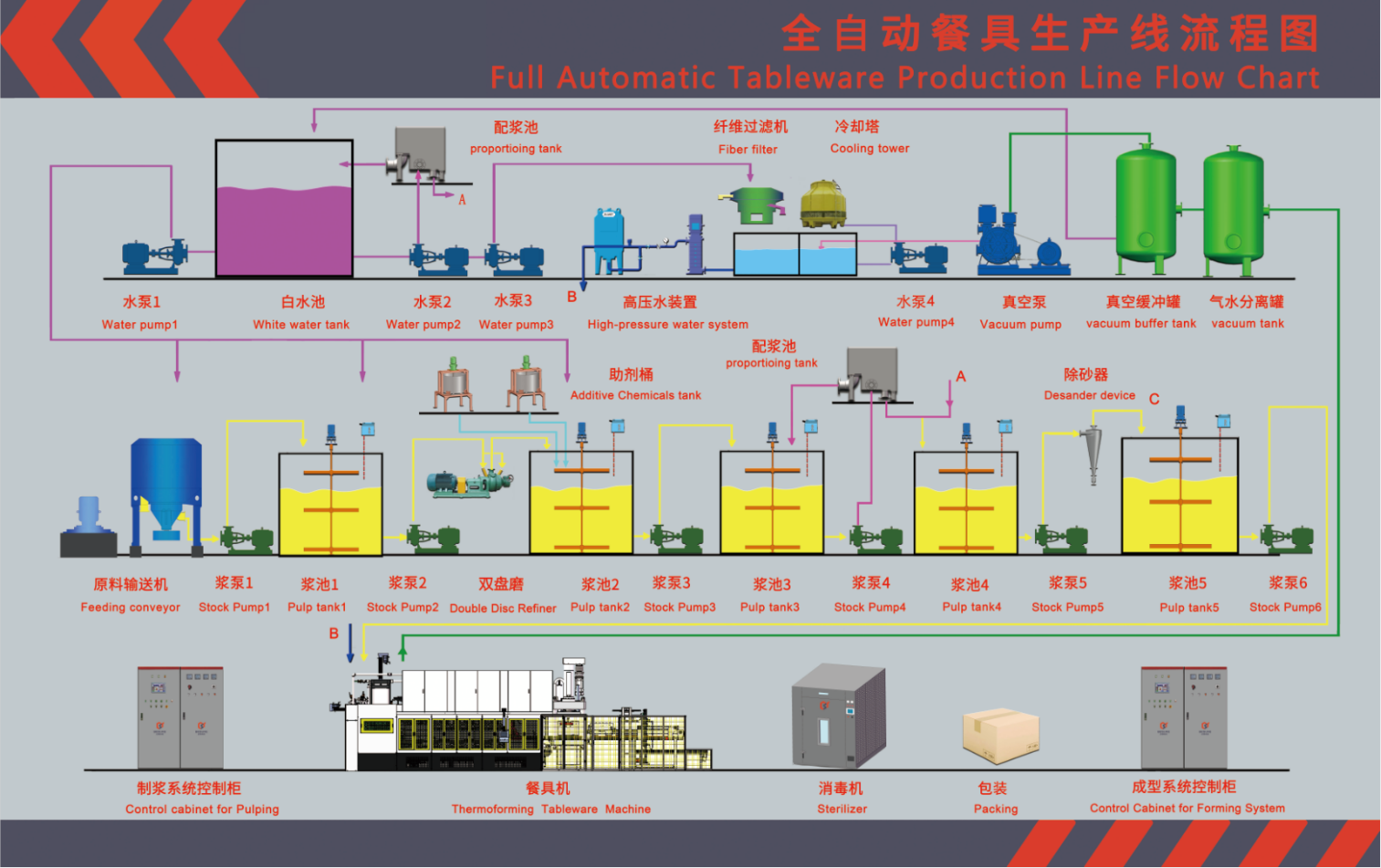
Pendahuluan: Dalam dunia pengemasan berkelanjutan dan solusi ramah lingkungan,
telah memperoleh popularitas yang signifikan. Akan tetapi, proses produksi barang-barang yang dapat terurai secara hayati ini bukannya tanpa tantangan. Dalam panduan komprehensif ini, kami membahas masalah-masalah umum yang dihadapi selama pembuatan produk cetakan pulp dan memberikan solusi praktis untuk mengatasinya, memastikan kualitas produk yang unggul dan meningkatkan efisiensi produksi.
Umumnya, papan pulp terbuat dari pulp kimia. Jika tidak dapat dihancurkan, itu tergantung pada kepadatan papan pulp itu sendiri, dan pada bilah dan kecepatan pulper. Umumnya, pulper dengan konsistensi tinggi memiliki bilah spiral dan bilah datar, pulper dengan konsistensi rendah umumnya menggunakan bilah datar, dan pisau samping ditambahkan di sekitar tangki. Jika kecepatan pemukulan terlalu lambat, ketajaman bilah dan kecepatan motor harus dipertimbangkan. Motor 6 kutub memiliki torsi besar tetapi kecepatan lambat; motor 4 kutub memiliki kecepatan cepat tetapi torsi kecil, sehingga kecepatan motor dapat disesuaikan untuk pulper yang berbeda.
Alasan utamanya adalah penambahan bahan anti minyak dan gaya benturan yang tinggi selama proses pulping dapat dengan mudah menyebabkan terbentuknya busa; selain itu, kebersihan pulp dan air secara langsung memengaruhi kemungkinan terbentuknya busa. Jika terdapat lebih banyak kotoran abu dalam pulp, kemungkinan terbentuknya busa akan meningkat. Jika suhu terlalu tinggi (terutama di musim panas), beberapa mikroorganisme mudah berkembang biak, sehingga mudah terbentuk busa, yang mengakibatkan bercak-bercak busa pada produk!
Cara mengurangi busa:
(1) Kebersihan pulpa harus dijamin;
(2) Kualitas air harus dimurnikan;
(3) Gunakan bahan penghilang busa seperti eter untuk menghilangkan busa.
Alasan utamanya adalah terdapat lebih banyak kotoran abu dalam pulp dan kualitas air yang buruk. Umumnya, dosis pulp tebu putih adalah 2-2,5% (akrilat), dan jumlah anti minyak sekitar 0,8%. Untuk pulp tebu alami, jumlah anti air sekitar 3%, dan jumlah anti minyak sekitar 0,9%, tetapi proporsinya akan bervariasi setelah mencampur berbagai jenis pulp; Terlalu banyak mikroorganisme dalam media juga akan mengonsumsi sejumlah besar aditif, jadi jika terjadi pertumbuhan aditif yang substansial, pertimbangkan untuk mengganti air atau memeriksa apakah papan pulp tersebut bermutu pangan.
Umumnya, kadar air embrio basah sekitar 70%. Jika kadar air terlalu tinggi, waktu pengerasan akan terlalu lama, konsumsi energi panas akan terlalu besar, dan beberapa produk bahkan akan tampak "tepi yang digoreng". Oleh karena itu, jika kadar air terlalu tinggi, perlu dipertimbangkan apakah ketebalan embrio basah terlalu tebal? Apakah tingkat vakum terlalu rendah? Apakah waktu pemompaan terlalu pendek? Apakah cetakan pembentuk direkatkan dan disegel, apakah disegel dengan bantalan kulit, dll. Dalam keadaan darurat, perlu difokuskan pada pemeriksaan apakah ada kebocoran vakum seperti pipa dan katup.
Jika produk yang sama atau produk cetakan yang sama memiliki ketebalan yang tidak merata, pertimbangkan aspek berikut:
(1) Apakah lubang hisap cetakannya seragam? Jika injeksinya tidak merata, buka atau tutup lubang sesuai dengan situasi sebenarnya.
(2) Apakah jaring logam lengket dan tersumbat? Jika ada penyumbatan, bersihkan tepat waktu.
(3) Jika sedang melakukan grouting, periksa apakah produk terkena dampak langsung saat pipa grouting di-grouting? Sesuaikan posisi port grouting tepat waktu untuk menghindari dampak langsung.
(4) Apakah ada kebocoran vakum di bagian ini? Jika ada kebocoran vakum, harus diperbaiki dan disegel tepat waktu.
(5) Periksa apakah katup pulpa macet, dan jika perlu diperbaiki tepat waktu, keempat katup pelepas harus bekerja secara bersamaan agar lebih seragam.

Jika tepinya terlalu kecil, akan ada masalah tepi yang hilang setelah bentuk akhirnya selesai. Alasan utama untuk situasi ini adalah bantalan karet rangka keranjang terlalu kecil. Anda dapat menggunakan pisau kertas dinding untuk memperluas bantalan karet.
Pertimbangkan beberapa alasan:
(1) Celah cetakan terlalu kecil atau berat produk terlalu besar;
(2) Jaring logam terlalu tebal;
(3) Kerataan cetakan atau peralatan tidak cukup, dan cetakan atau peralatan rentan melorot di bagian tengah, sehingga pada penggunaan sebenarnya, akan ada bekas jaring di tepi produk;
(4) Jika ada busa di tangki bubur, juga akan ada tanda-tanda bersih.
(5) Jika tekanan silinder booster terlalu tinggi, tekanan dapat dikurangi, umumnya pada 3-4kg.
Pertimbangkan beberapa alasan:
(1) Berat produk terlalu ringan atau celah cetakan terlalu besar;
(2) Tekanan yang diberikan atau tinggi penurunan silinder tidak mencukupi;
(3) Cetakan telah digunakan untuk waktu yang lama untuk membentuk kerak tebal, menyebabkan beberapa bagian tidak dapat dicetak di tempatnya;
(4) Katup solenoid tidak bekerja atau tidak bekerja dengan baik;
(5) Cincin penyegel bagian booster silinder sangat aus, dan jarak booster tidak cukup.
Pertimbangkan beberapa alasan:
(1) Kadar air embrio basah terlalu tinggi;
(2) Cetakan atau peralatannya tidak rata, sehingga menyebabkan pemanasan tidak merata;
(3) Suhu minyak perpindahan panas terlalu rendah;
(4) Pelat pemanas tersumbat dan konduktivitas termal berkurang;
(5) Tekanan silinder terlalu kecil;
(6) Ketebalan produk terlalu tebal. Umumnya, waktu pengerasan setelah ketebalan produk mencapai 1mm adalah sekitar 60-90 detik.

Pertimbangkan beberapa alasan:
(1) Pisau pemotong tidak cukup tajam;
(2) Peralatan atau cetakan tidak rata, menyebabkan beberapa posisi terpotong terus menerus;
(3) Jarak jatuh atau tekanan silinder tidak cukup;
(4) Tekanan silinder terlalu kecil.
Pertimbangkan beberapa alasan:
(1) Pemotongnya tumpul;
(2) Celah antar die punching relatif besar, umumnya celah antar die punching adalah 0-2 kawat;
(3) Produk terlalu tebal, permukaan kering, dan rentan terhadap "kulit meledak".
(4) Peralatannya tidak rata, dan titik fokus muncul berurutan, yang dapat dengan mudah menyebabkan gerinda.
Pertimbangkan beberapa alasan:
(1) Apakah ada penghilangan atau pengurangan jumlah penambahan?
(2) Kualitas air kotor dan banyak mikroorganisme;
(3) Apakah terdapat konflik dengan bahan tambahan lain seperti bahan pencegah busa?
(4) Jika kadar air produk melebihi 10% setelah pengaturan, mudah untuk tidak dapat dicegah
Pada tahun 1997, tim BST mengimpor Eropa
lini produksi ke Cina dan memulai bisnis produksi produk pulp cetakan.
 +86 18823150295
+86 18823150295
 Jalan Yongye No.5, Zona A Barat Daya
Jalan Yongye No.5, Zona A Barat Daya
Taman Industri, Distrik Sanshui, Foshan, Cina