Nouvelles de l'entreprise
Se concentrant sur l'équipement de moulage de pâte depuis plus de 25 ans.
Langue
Se concentrant sur l'équipement de moulage de pâte depuis plus de 25 ans.
Introduction : Dans le monde de l'emballage durable et des solutions écologiques,
ont acquis une popularité considérable. Cependant, le processus de production de ces articles biodégradables présente certaines difficultés. Dans ce guide complet, nous explorons les problèmes courants rencontrés lors de la fabrication de produits moulés en pâte et proposons des solutions pratiques pour les surmonter, garantissant une qualité supérieure des produits et une efficacité de production accrue.
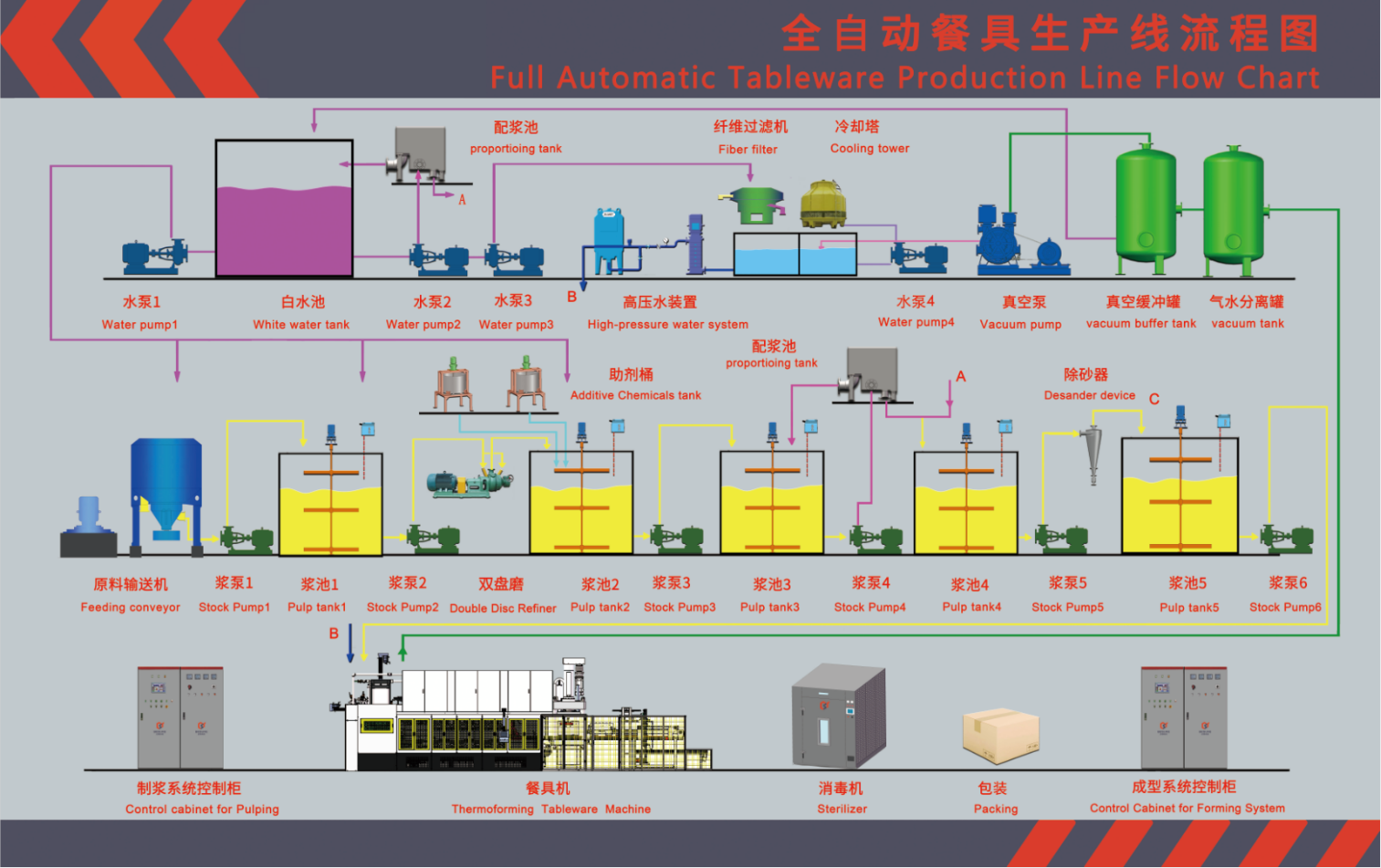
Généralement, le carton à pâte est fabriqué à partir de pâte chimique. S'il ne peut pas être broyé, cela dépend de la densité du carton, de la lame et de la vitesse du pulpeur. En général, les pulpeurs à haute consistance sont équipés de lames hélicoïdales et de lames plates, tandis que les pulpeurs à faible consistance utilisent généralement des lames plates et des couteaux latéraux sont ajoutés autour de la cuve. Si la vitesse de broyage est trop lente, il faut tenir compte de l'affûtage des lames et de la vitesse du moteur. Un moteur à 6 pôles offre un couple élevé mais une vitesse lente ; un moteur à 4 pôles offre une vitesse rapide mais un couple faible. La vitesse du moteur peut donc être ajustée en fonction des différents pulpeurs.
La principale raison est que l'ajout d'un oléofuge et la force d'impact élevée lors du dépulpage peuvent facilement provoquer la formation de mousse ; de plus, la propreté de la pulpe et de l'eau influence directement la probabilité de formation de mousse. Plus la pulpe contient d'impuretés de cendre, plus le risque de formation de mousse augmente. Une température trop élevée (surtout en été) favorise la prolifération de micro-organismes, ce qui favorise la formation de mousse et la formation de taches sur le produit !
Façons de réduire la mousse :
(1) La propreté de la pulpe doit être garantie ;
(2) La qualité de l’eau doit être purifiée ;
(3) Utilisez un antimousse tel que l’éther pour démousser.
La principale raison est la présence d'une plus grande quantité d'impuretés de cendres dans la pâte et une eau de mauvaise qualité. En général, le dosage de la pâte de canne à sucre blanche est de 2 à 2,5 % (acrylate) et la quantité d'oléofuge est d'environ 0,8 %. Pour la pâte de canne à sucre naturelle, la quantité d'hydrofuge est d'environ 3 % et la quantité d'oléofuge d'environ 0,9 %, mais la proportion varie selon le type de pâte. Une trop grande quantité de micro-organismes dans le milieu consommera également une grande quantité d'additifs. En cas de prolifération importante d'additifs, il est donc conseillé de changer l'eau ou de vérifier si la pâte est de qualité alimentaire.
En général, la teneur en humidité de l'embryon humide est d'environ 70 %. Une teneur en humidité trop élevée peut entraîner un temps de prise trop long, une consommation d'énergie thermique excessive et même des bords grillés sur certains produits. Par conséquent, si la teneur en humidité est trop élevée, il faut vérifier si l'embryon humide est trop épais, si le niveau de vide est trop faible, si le temps de pompage est trop court, si le moule de formage est collé et scellé, s'il est scellé avec un tampon en cuir, etc. En cas d'urgence, il est essentiel de vérifier l'absence de fuites de vide, notamment au niveau des tuyaux et des vannes.
Si le même produit ou le même produit moulé présente une épaisseur inégale, tenez compte des aspects suivants :
(1) Les trous d'aspiration du moule sont-ils uniformes ? Si l'injection est irrégulière, ouvrez ou bouchez les trous en fonction de la situation.
(2) Le grillage métallique est-il collant et obstrué ? En cas d'obstruction, nettoyez-le à temps.
(3) En cas de jointoiement, vérifier si le produit est directement impacté lors du jointoiement du tuyau. Ajuster la position de l'orifice de jointoiement à temps pour éviter tout impact direct.
(4) Y a-t-il une fuite de vide dans cette pièce ? Si c'est le cas, elle doit être réparée et colmatée à temps.
(5) Vérifiez si la valve pulpaire est bloquée et si elle doit être réparée à temps, les quatre valves de décharge doivent agir en même temps pour être plus uniformes.

Si le bord est trop petit, des bords manquants apparaîtront une fois la forme finalisée. La principale raison est que le patin en caoutchouc du cadre du panier est trop petit. Vous pouvez utiliser un couteau à tapisser pour élargir le patin en caoutchouc.
Considérez plusieurs raisons :
(1) L'espace du moule est trop petit ou le poids du produit est trop important ;
(2) Le treillis métallique est trop épais ;
(3) La planéité du moule ou de l'équipement n'est pas suffisante et le moule ou l'équipement a tendance à s'affaisser au milieu, de sorte qu'en utilisation réelle, il y aura des marques de bande sur le bord du produit ;
(4) S'il y a de la mousse dans le réservoir à lisier, il y aura également des marques nettes.
(5) Si la pression du cylindre de surpression est trop élevée, la pression peut être réduite, généralement à 3-4 kg.
Considérez plusieurs raisons :
(1) Le poids du produit est trop léger ou l’espace du moule est trop grand ;
(2) Pressurisation insuffisante ou hauteur d’abaissement du cylindre ;
(3) Le moule est utilisé depuis longtemps pour former des calamines épaisses, ce qui fait que certaines pièces ne peuvent pas être moulées en place ;
(4) L'électrovanne ne fonctionne pas ou ne fonctionne pas correctement ;
(5) La bague d'étanchéité de la partie booster du cylindre est fortement usée et la distance du booster n'est pas suffisante.
Considérez plusieurs raisons :
(1) La teneur en humidité de l’embryon humide est trop élevée ;
(2) Le moule ou l’équipement est irrégulier, ce qui entraîne un chauffage inégal ;
(3) La température de l’huile de transfert de chaleur est trop basse ;
(4) La plaque chauffante est bloquée et la conductivité thermique est réduite ;
(5) La pression du cylindre est trop faible ;
(6) L'épaisseur du produit est trop importante. En général, le temps de prise après 1 mm est d'environ 60 à 90 secondes.

Considérez plusieurs raisons :
(1) La lame du cutter n’est pas assez tranchante ;
(2) L'équipement ou le moule est irrégulier, ce qui entraîne la découpe continue de certaines positions ;
(3) La distance de chute ou de pressurisation du cylindre n'est pas suffisante ;
(4) La pression du cylindre est trop faible.
Considérez plusieurs raisons :
(1) Le couteau est émoussé ;
(2) L'espace entre les matrices de poinçonnage est relativement grand, généralement l'espace entre les matrices de poinçonnage est de 0 à 2 fils ;
(3) Le produit est trop épais, la surface est sèche et il est sujet à une « explosion de la peau ».
(4) L'équipement est irrégulier et les points de focalisation apparaissent successivement, ce qui peut facilement provoquer des bavures.
Considérez plusieurs raisons :
(1) Y a-t-il une omission ou une réduction dans la quantité ajoutée ?
(2) La qualité de l’eau est sale et il y a trop de micro-organismes ;
(3) Existe-t-il des conflits avec d’autres additifs tels que les antimousses ?
(4) Si la teneur en humidité du produit dépasse 10 % après la prise, il est facile d'être inévitable
En 1997, l'équipe BST a importé l'Europe
ligne de production en Chine et a commencé l'activité de production de produits en pâte moulée.
 +86 18823150295
+86 18823150295
 No.5 Yongye Road, Zone A Sud-Ouest
No.5 Yongye Road, Zone A Sud-Ouest
Parc industriel, district de Sanshui, Foshan, Chine