Știri de companie
Concentrându-se pe echipamentele de turnare a celulozei de peste 25 de ani.
Limba
Concentrându-se pe echipamentele de turnare a celulozei de peste 25 de ani.
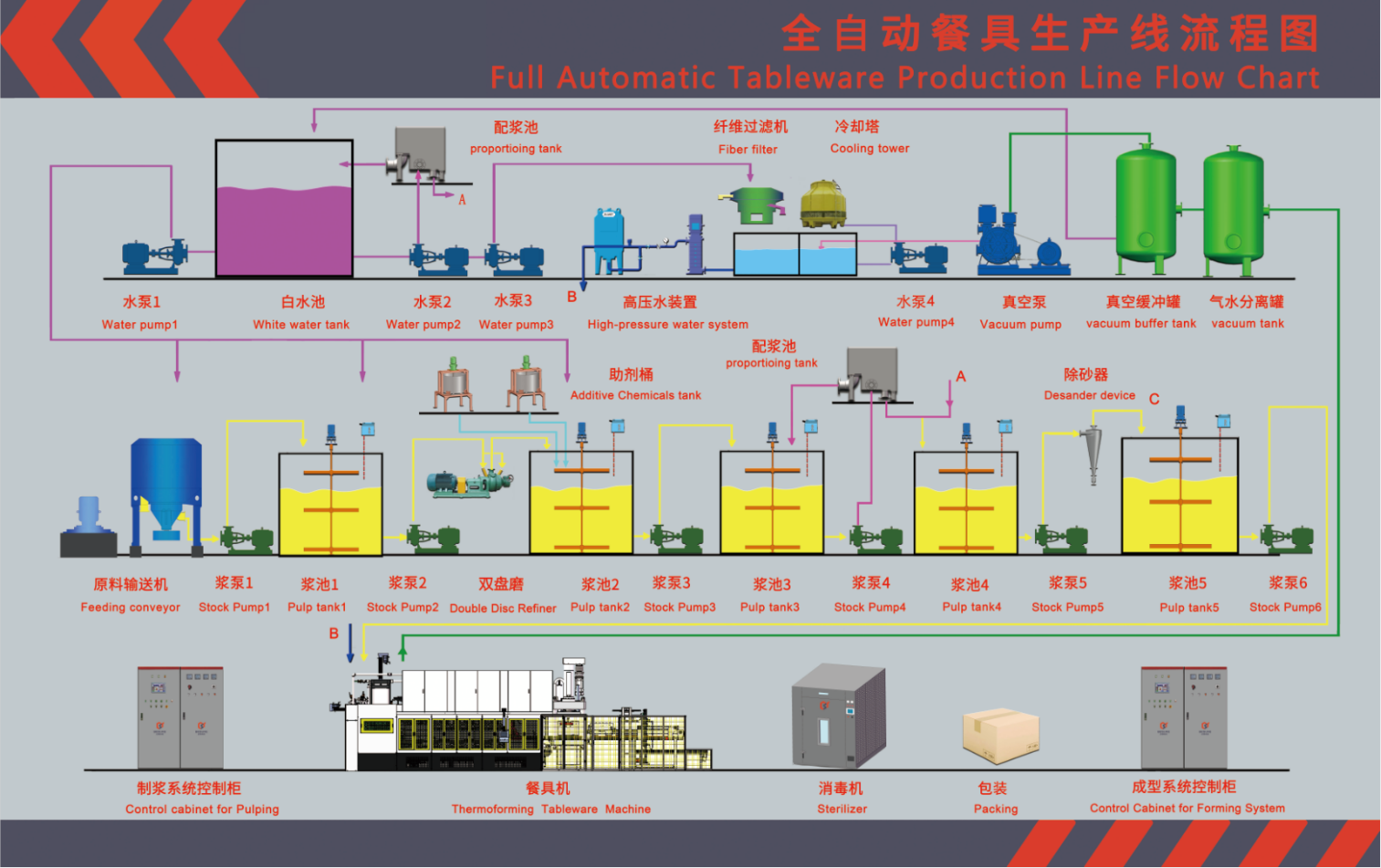
Introducere: În lumea ambalajelor sustenabile și a soluțiilor ecologice,
au câștigat o popularitate semnificativă. Cu toate acestea, procesul de producție al acestor articole biodegradabile nu este lipsit de provocări. În acest ghid cuprinzător, explorăm problemele comune întâlnite în timpul fabricării produselor turnate din celuloză și oferim soluții practice pentru a le depăși, asigurând o calitate superioară a produsului și o eficiență sporită a producției.
În general, placa de celuloză este fabricată din celuloză chimică. Dacă nu poate fi zdrobită, depinde de densitatea plăcii de celuloză în sine, precum și de lama și viteza pulperului. În general, pulperele cu consistență ridicată au lame spiralate și lame plate, pulperele cu consistență scăzută utilizează în general lame plate, iar în jurul rezervorului sunt adăugate cuțite laterale. Dacă viteza de batere este prea mică, trebuie luate în considerare ascuțimea lamelor și viteza motorului. Un motor cu 6 poli are un cuplu mare, dar o viteză mică; un motor cu 4 poli are o viteză mare, dar un cuplu mic, astfel încât viteza motorului poate fi ajustată pentru diferite pulpere.
Principalul motiv este că adăugarea de agent hidrofug și forța mare de impact în timpul fabricării pulpei pot provoca cu ușurință spumare; în plus, curățenia pulpei și a apei afectează direct probabilitatea de spumare. Dacă există mai multe impurități de cenușă în pulpă, probabilitatea de spumare va crește. Dacă temperatura este prea ridicată (mai ales vara), este ușor să se reproducă unele microorganisme, așa că este ușor să se formeze spumă, rezultând pete de spumă pe produs!
Modalități de reducere a spumei:
(1) Trebuie garantată curățenia pulpei;
(2) Calitatea apei trebuie purificată;
(3) Folosiți un antispumant precum eterul pentru antispumare.
Principalul motiv este prezența mai multor impurități de cenușă în celuloză și calitatea slabă a apei. În general, doza de celuloză albă de trestie de zahăr este de 2-2,5% (acrilat), iar cantitatea de agent hidrofug este de aproximativ 0,8%. Pentru celuloza naturală de trestie de zahăr, cantitatea de agent hidrofug este de aproximativ 3%, iar cantitatea de agent hidrofug este de aproximativ 0,9%, dar proporția va varia după amestecarea diferitelor tipuri de celuloză; Prea multe microorganisme în mediu vor consuma, de asemenea, o cantitate mare de aditivi, așa că, dacă există o creștere substanțială a aditivilor, luați în considerare schimbarea apei sau verificarea dacă placa de celuloză este de calitate alimentară.
În general, conținutul de umiditate al embrionului umed este de aproximativ 70%. Dacă conținutul de umiditate este prea mare, timpul de întărire va fi prea lung, consumul de energie termică va fi prea mare, iar unele produse vor avea chiar și „margini prăjite”. Prin urmare, dacă conținutul de umiditate este prea mare, este necesar să se ia în considerare dacă grosimea embrionului umed este prea mare? Este nivelul de vid prea scăzut? Este timpul de pompare prea scurt? Dacă matrița de formare este lipită și sigilată, dacă este sigilată cu o pernă de piele etc. În situații de urgență, este necesar să se concentreze pe verificarea dacă există scurgeri de vid, cum ar fi țevi și supape.
Dacă același produs sau aceeași matriță are o grosime inegală, luați în considerare următoarele aspecte:
(1) Sunt găurile de aspirație ale matriței de turnare uniforme? Dacă injecția este neuniformă, deschideți sau astupați găurile în funcție de situația reală.
(2) Este plasa metalică lipicioasă și înfundată? Dacă există un blocaj, curățați-o la timp.
(3) Dacă se folosește mortar de injectare, verificați dacă produsul este afectat direct atunci când este injectată țeava de injectare? Ajustați poziția orificiului de injectare la timp pentru a evita impactul direct.
(4) Există o scurgere de vid în această piesă? Dacă există o scurgere de vid, aceasta trebuie reparată și etanșată la timp.
(5) Verificați dacă supapa de eliberare a pulpei este blocată și, dacă este necesară repararea la timp, cele patru supape de eliberare trebuie să acționeze simultan pentru a fi mai uniforme.

Dacă marginea este prea mică, va exista o problemă de margini lipsă după finalizarea formei. Principalul motiv pentru această situație este că talpa de cauciuc a cadrului coșului este prea mică. Puteți folosi un cuțit de tapet pentru a extinde talpa de cauciuc.
Luați în considerare mai multe motive:
(1) Spațiul dintre matriță este prea mic sau greutatea produsului este prea mare;
(2) Plasa metalică este prea groasă;
(3) Planeitatea matriței sau a echipamentului nu este suficientă, iar matrița sau echipamentul este predispus să se lase în mijloc, astfel încât în utilizarea reală, vor exista urme de pânză pe marginea produsului;
(4) Dacă există spumă în rezervorul de nămol, vor exista și urme de plasă.
(5) Dacă presiunea din cilindrul de presiune este prea mare, presiunea poate fi redusă, în general la 3-4 kg.
Luați în considerare mai multe motive:
(1) Greutatea produsului este prea ușoară sau spațiul dintre matrițe este prea mare;
(2) Presurizare insuficientă sau coborâre insuficientă a cilindrului;
(3) Matrița a fost utilizată mult timp pentru a forma cruste groase, ceea ce a făcut ca unele piese să nu poată fi turnate la locul lor;
(4) Electrovalva nu funcționează sau nu funcționează corect;
(5) Inelul de etanșare al părții servomotor a cilindrului este uzat grav, iar distanța dintre servomotor nu este suficientă.
Luați în considerare mai multe motive:
(1) Conținutul de umiditate al embrionului umed este prea ridicat;
(2) Matrița sau echipamentul sunt neuniforme, ceea ce duce la o încălzire neuniformă;
(3) Temperatura uleiului de transfer termic este prea scăzută;
(4) Placa de încălzire este blocată și conductivitatea termică este redusă;
(5) Presiunea din butelie este prea mică;
(6) Grosimea produsului este prea groasă. În general, timpul de întărire după ce grosimea produsului atinge 1 mm este de aproximativ 60-90 de secunde.

Luați în considerare mai multe motive:
(1) Lama tăietorului nu este suficient de ascuțită;
(2) Echipamentul sau matrița sunt neuniforme, ceea ce face ca unele poziții să fie tăiate continuu;
(3) Distanța de cădere sau presurizare a cilindrului nu este suficientă;
(4) Presiunea din butelie este prea mică.
Luați în considerare mai multe motive:
(1) Lama este tocită;
(2) Distanța dintre matrița de perforare este relativ mare, în general distanța dintre matrița de perforare este de 0-2 fire;
(3) Produsul este prea gros, suprafața este uscată și este predispus la „explozia pielii”.
(4) Echipamentul este neuniform, iar punctele de focalizare apar succesiv, ceea ce poate cauza ușor bavuri.
Luați în considerare mai multe motive:
(1) Există vreo omisiune sau reducere a cuantumului adăugării?
(2) Calitatea apei este murdară și există prea multe microorganisme;
(3) Există conflicte cu alți aditivi, cum ar fi antispumanții?
(4) Dacă conținutul de umiditate al produsului depășește 10% după întărire, este ușor să nu se poată preveni
În 1997, echipa BST a importat Europa
linie de producție în China și a început activitatea de producție de produse din celuloză turnată.
 +86 18823150295
+86 18823150295
 Nr.5 Yongye Road, Zona A sud-vest
Nr.5 Yongye Road, Zona A sud-vest
Parcul industrial, districtul Sanshui, Foshan, China