Şirket Haberleri
25 yılı aşkın bir süredir kağıt hamuru kalıplama ekipmanına odaklanıyor.
Dil
25 yılı aşkın bir süredir kağıt hamuru kalıplama ekipmanına odaklanıyor.
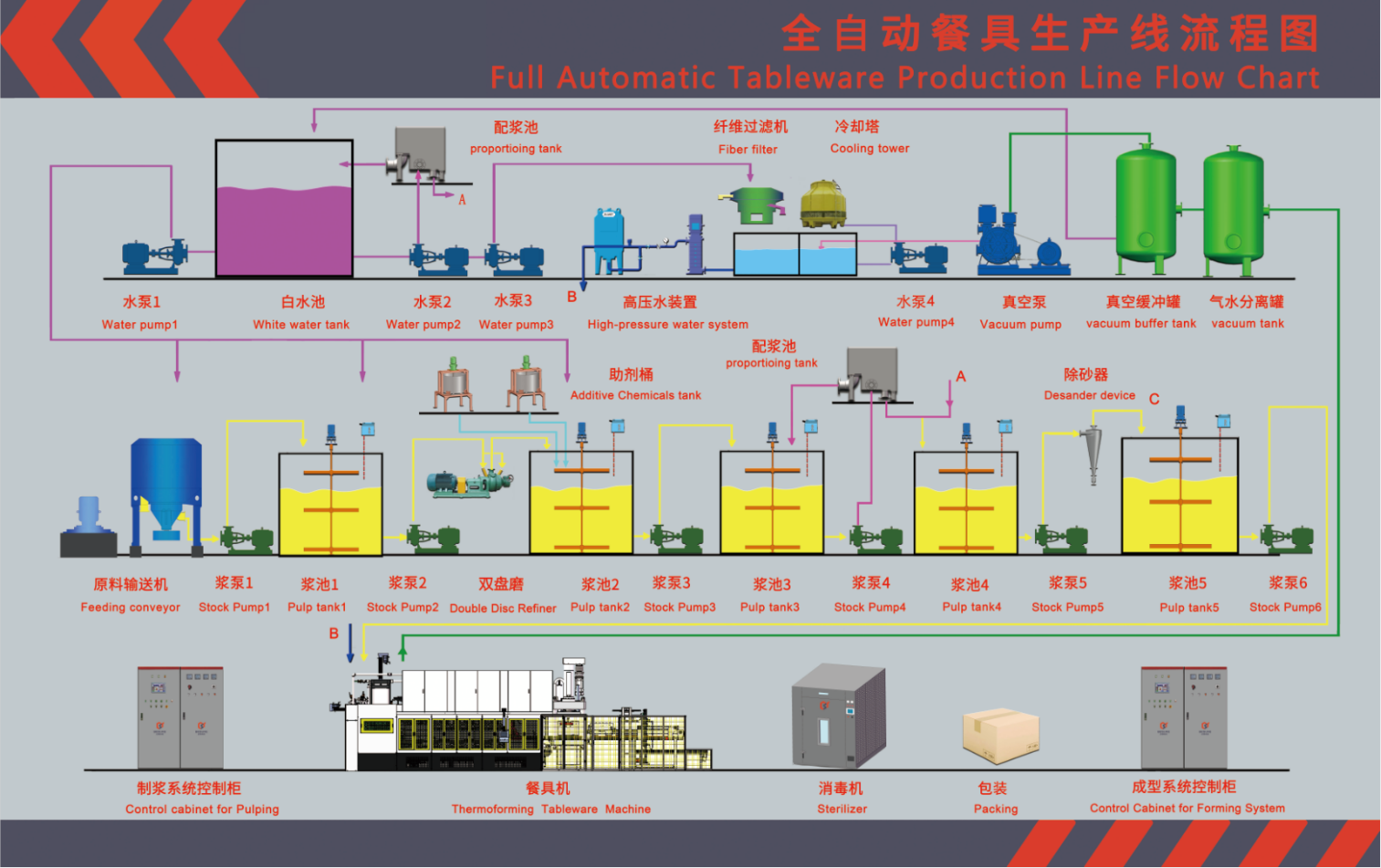
Giriş: Sürdürülebilir ambalaj ve çevre dostu çözümler dünyasında,
önemli bir popülerlik kazanmıştır. Ancak, bu biyolojik olarak parçalanabilir ürünlerin üretim süreci zorluklardan uzak değildir. Bu kapsamlı kılavuzda, hamur kalıplı ürün üretimi sırasında karşılaşılan yaygın sorunları ele alıyor ve bunların üstesinden gelmek için pratik çözümler sunarak üstün ürün kalitesi ve gelişmiş üretim verimliliği sağlıyoruz.
Genellikle, hamur levhası kimyasal hamurdan yapılır. Eğer ezilemiyorsa, hamur levhasının kendi yoğunluğuna ve hamurlaştırıcının bıçağına ve hızına bağlıdır. Genellikle, yüksek kıvamlı hamurlaştırıcılar spiral bıçaklara ve düz bıçaklara sahiptir, düşük kıvamlı hamurlaştırıcılar genellikle düz bıçaklar kullanır ve tankın etrafına yan bıçaklar eklenir. Çırpma hızı çok yavaşsa, bıçakların keskinliği ve motorun hızı dikkate alınmalıdır. 6 kutuplu bir motor büyük bir torka ancak yavaş bir hıza sahiptir; 4 kutuplu bir motor hızlı bir hıza ancak küçük bir torka sahiptir, bu nedenle motorun hızı farklı hamurlaştırıcılar için ayarlanabilir.
Bunun başlıca nedeni, hamurlaştırma sırasında yağ itici madde eklenmesi ve yüksek darbe kuvvetinin kolayca köpürmeye neden olabilmesidir; ayrıca, hamurun ve suyun temizliği doğrudan köpürme olasılığını etkiler. Hamurda daha fazla kül kirliliği varsa, köpürme olasılığı artacaktır. Sıcaklık çok yüksekse (özellikle yazın), bazı mikroorganizmaların üremesi kolaydır, bu nedenle köpürmesi kolaydır ve üründe köpük lekeleri oluşur!
Köpüğü azaltmanın yolları:
(1) Hamurun temizliği garanti edilmelidir;
(2) Su kalitesi arıtılmalıdır;
(3) Köpük giderme için eter gibi bir köpük giderici kullanın.
Bunun başlıca nedeni hamurda daha fazla kül kirliliği ve düşük su kalitesidir. Genellikle, beyaz şeker kamışı hamurunun dozajı %2-2,5'tir (akrilat) ve yağ itici miktarı yaklaşık %0,8'dir. Doğal şeker kamışı hamuru için, su itici miktarı yaklaşık %3'tür ve yağ itici miktarı yaklaşık %0,9'dur, ancak oran farklı hamur türleri karıştırıldıktan sonra değişecektir; Ortamda çok fazla mikroorganizma olması da büyük miktarda katkı maddesi tüketecektir, bu nedenle önemli miktarda katkı maddesi büyümesi varsa, suyu değiştirmeyi veya hamur levhasının gıda sınıfı olup olmadığını kontrol etmeyi düşünün.
Genellikle, ıslak embriyonun nem içeriği yaklaşık %70'tir. Nem içeriği çok yüksekse, ayar süresi çok uzun olur, ısı enerjisi tüketimi çok fazla olur ve bazı ürünlerde "kızarmış kenarlar" bile görülür. Bu nedenle, nem içeriği çok yüksekse, ıslak embriyonun kalınlığının çok kalın olup olmadığını, vakum seviyesinin çok düşük olup olmadığını, pompalama süresinin çok kısa olup olmadığını, şekillendirme kalıbının yapıştırılıp kapatılıp kapatılmadığını, deri bir pedle kapatılıp kapatılmadığını vb. dikkate almak gerekir. Acil durumlarda, borular ve vanalar gibi vakum kaçaklarının olup olmadığını kontrol etmeye odaklanmak gerekir.
Aynı ürün veya aynı kalıp ürünü eşit kalınlıkta değilse aşağıdaki hususları göz önünde bulundurun:
(1) Kalıplama kalıbının emme delikleri düzgün mü? Enjeksiyon düzgün değilse, gerçek duruma göre delikleri açın veya tıkayın.
(2) Metal ağ yapışkan ve tıkalı mı? Tıkanıklık varsa, zamanında temizleyin.
(3) Eğer harçlama yapılıyorsa, harçlama borusu harçlanırken ürünün doğrudan etkilenip etkilenmediğini kontrol edin. Doğrudan etkiyi önlemek için harçlama portunun konumunu zamanında ayarlayın.
(4) Bu parçada vakum kaçağı var mı? Vakum kaçağı varsa, zamanında onarılmalı ve kapatılmalıdır.
(5) Pulpa valfinin sıkışıp sıkışmadığını kontrol edin ve zamanında onarılması gerekiyorsa, daha düzgün olması için dört tahliye valfinin aynı anda çalışması gerekir.

Kenar çok küçükse, şekli tamamladıktan sonra kenarların eksik olması sorunu yaşanacaktır. Bu durumun başlıca nedeni, sepet çerçevesinin kauçuk altlığının çok küçük olmasıdır. Kauçuk altlığı genişletmek için bir duvar kağıdı bıçağı kullanabilirsiniz.
Birkaç nedeni göz önünde bulundurun:
(1) Kalıp boşluğu çok küçük veya ürün ağırlığı çok büyük;
(2) Metal ağ çok kalındır;
(3) Kalıbın veya ekipmanın düzlüğü yeterli değildir ve kalıp veya ekipman ortada sarkmaya eğilimlidir, bu nedenle gerçek kullanımda ürünün kenarlarında ağ izleri olacaktır;
(4) Bulamaç tankında köpük varsa, ayrıca ağ izleri de olacaktır.
(5) Basınç yükseltici silindirin basıncı çok yüksekse, basınç genellikle 3-4 kg'a düşürülebilir.
Birkaç nedeni göz önünde bulundurun:
(1) Ürünün ağırlığı çok hafif veya kalıp boşluğu çok büyük;
(2) Silindirin yetersiz basınçlandırılması veya yüksekliğinin düşürülmesi;
(3) Kalıp uzun süre kalın tortu oluşturmak için kullanılmış ve bu durum bazı parçaların yerinde kalıplanmasını imkânsız hale getirmiştir;
(4) Solenoid valf çalışmıyor veya düzgün çalışmıyor;
(5) Silindirin yükseltici kısmının sızdırmazlık halkası ciddi şekilde aşınmış ve yükseltici mesafesi yeterli değil.
Birkaç nedeni göz önünde bulundurun:
(1) Islak embriyonun nem içeriği çok yüksektir;
(2) Kalıp veya ekipman eşit değildir ve bu da eşit olmayan bir ısıtmaya neden olur;
(3) Isı transfer yağının sıcaklığı çok düşüktür;
(4) Isıtma plakası bloke olur ve ısıl iletkenlik azalır;
(5) Silindir basıncı çok düşük;
(6) Ürünün kalınlığı çok kalındır. Genellikle, ürünün kalınlığı 1 mm'ye ulaştıktan sonraki ayar süresi yaklaşık 60-90 saniyedir.

Birkaç nedeni göz önünde bulundurun:
(1) Kesici bıçak yeterince keskin değil;
(2) Ekipman veya kalıp eşit değildir ve bu durum bazı konumların sürekli olarak kesilmesine neden olur;
(3) Silindir düşüşü veya basınçlandırma mesafesi yeterli değildir;
(4) Silindir basıncı çok düşük.
Birkaç nedeni göz önünde bulundurun:
(1) Kesici körelmiştir;
(2) Delme kalıbı arasındaki boşluk nispeten büyüktür, genellikle delme kalıbı arasındaki boşluk 0-2 teldir;
(3) Ürün çok kalındır, yüzeyi kurudur ve "deri patlamasına" eğilimlidir.
(4) Ekipman eşit değildir ve odak noktaları art arda görünür, bu da kolayca çapaklara neden olabilir.
Birkaç nedeni göz önünde bulundurun:
(1) İlave edilen miktarda herhangi bir eksiklik veya azalma var mı?
(2) Su kalitesi kirlidir ve çok fazla mikroorganizma vardır;
(3) Köpük önleyiciler gibi diğer katkı maddeleriyle çatışmalar var mı?
(4) Ürünün nem içeriği ayarlandıktan sonra %10'u aşarsa, önlenemez hale gelmesi kolaydır.
1997 yılında, BST ekibi Avrupa'yı ithal etti
Çin'e üretim hattı ve kalıplanmış hamur ürünleri üretimi işine başladı.
 +86 18823150295
+86 18823150295
 No.5 Yongye Yolu, A Bölgesi Güneybatı
No.5 Yongye Yolu, A Bölgesi Güneybatı
Endüstri Parkı, Sanshui Bölgesi, Foshan, Çin