Focusing on pulp molding equipment for over 25 years.
Language
Focusing on pulp molding equipment for over 25 years.
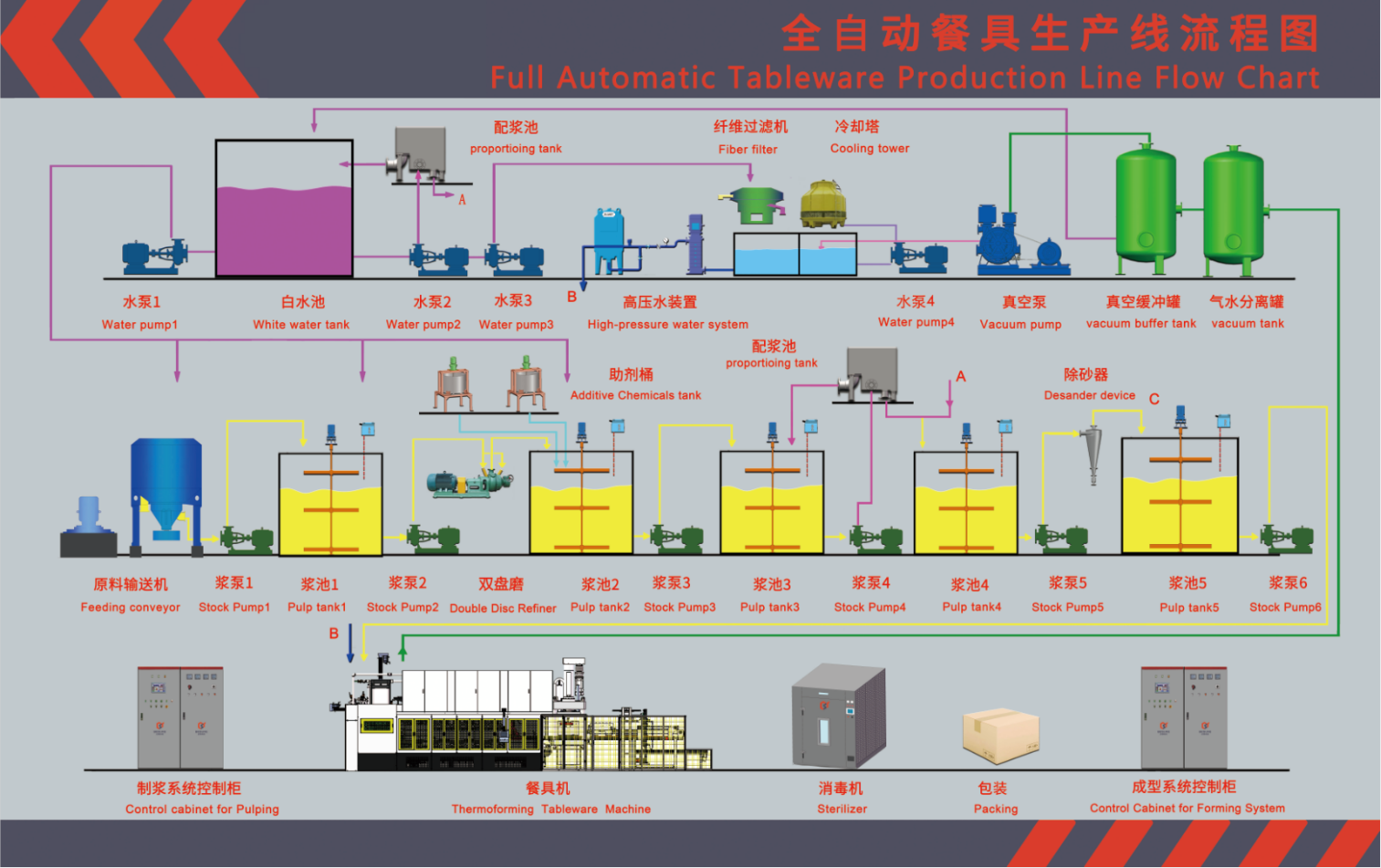
Introduction: In the world of sustainable packaging and eco-friendly solutions,
have gained significant popularity. However, the production process of these biodegradable items is not without its challenges. In this comprehensive guide, we explore the common problems encountered during pulp molded product manufacturing and provide practical solutions to overcome them, ensuring superior product quality and enhanced production efficiency.
Generally, the pulp board is made of chemical pulp. If it cannot be crushed, it depends on the density of the pulp board itself, and on the blade and speed of the pulper. Generally, high-consistency pulpers have spiral blades and flat blades, low-consistency pulpers generally use flat blades, and side knives are added around the tank. If the beating speed is too slow, the sharpness of the blades and the speed of the motor must be considered. A 6-pole motor has a large torque but a slow speed; a 4-pole motor has a fast speed but a small torque, so the speed of the motor can be adjusted for different pulpers.
The main reason is that the addition of oil repellant and the high impact force during pulping can easily cause foaming; in addition, the cleanliness of pulp and water directly affects the probability of foaming. If there are more ash impurities in the pulp, the probability of foaming will increase. If the temperature is too high (especially in summer), it is easy to breed some microorganisms, so it is easy to foam, resulting in foam spots on the product!
Ways to reduce foam:
(1) The cleanliness of the pulp must be guaranteed;
(2) The water quality should be purified;
(3) Use a defoamer such as ether for defoaming.
The main reason is that there are more ash impurities in the pulp and poor water quality. Generally, the dosage of white sugarcane pulp is 2-2.5% (acrylate), and the amount of oil repellent is about 0.8%. For natural sugarcane pulp, the amount of water repellent is about 3%, and the amount of oil repellent is about 0.9%, but the proportion will vary after mixing different pulp types; Too many microorganisms in the medium will also consume a large amount of additives, so if there is a substantial growth of additives, consider changing the water or checking whether the pulp board is food grade.
Generally, the moisture content of the wet embryo is about 70%. If the moisture content is too high, the setting time will be too long, the heat energy consumption will be too large, and some products will even appear "fried edges". Therefore, if the moisture content is too high, it is necessary to consider whether the thickness of the wet embryo is too thick? Is the vacuum level too low? Is the pumping time too short? Whether the forming mold is glued and sealed, whether it is sealed with a leather pad, etc. In emergencies, it is necessary to focus on checking whether there are vacuum leaks such as pipes and valves.
If the same product or the same mold product has uneven thickness, consider the following aspects:
(1) Are the suction holes of the molding die uniform? If the injection is uneven, open or plug holes according to the actual situation.
(2) Is the metal mesh sticky and clogged? If there is a blockage, clean it in time.
(3) If it is grouting, check whether the product is directly impacted when the grouting pipe is grouted? Adjust the position of the grouting port in time to avoid direct impact.
(4) Is there a vacuum leak in this part? If there is a vacuum leak, it must be repaired and sealed in time.
(5) Check whether the pulp valve is stuck, and if it needs to be repaired in time, the four release valves must act at the same time to be more uniform.

If the edge is too small, there will be a problem of missing edges after finalizing the shape. The main reason for this situation is that the rubber pad of the basket frame is too small. You can use a wallpaper knife to expand the rubber pad.
Consider several reasons:
(1) The mold gap is too small or the product weight is too large;
(2) The metal mesh is too thick;
(3) The flatness of the mold or equipment is not enough, and the mold or equipment is prone to sag in the middle, so in actual use, there will be web marks on the edge of the product;
(4) If there is foam in the slurry tank, there will also be net marks.
(5) If the pressure of the booster cylinder is too high, the pressure can be reduced, generally at 3-4kg.
Consider several reasons:
(1) The weight of the product is too light or the mold gap is too large;
(2) Insufficient pressurization or lowering height of the cylinder;
(3) The mold has been used for a long time to form thick scale, causing some parts to be unable to be molded in place;
(4) The solenoid valve does not work or does not work properly;
(5) The sealing ring of the booster part of the cylinder is severely worn, and the booster distance is not enough.
Consider several reasons:
(1) The moisture content of the wet embryo is too high;
(2) The mold or equipment is uneven, resulting in uneven heating;
(3) The temperature of the heat transfer oil is too low;
(4) The heating plate is blocked and the thermal conductivity is reduced;
(5) The cylinder pressure is too small;
(6) The thickness of the product is too thick. Generally, the setting time after the thickness of the product reaches 1mm is about 60-90 seconds.

Consider several reasons:
(1) The cutter blade is not sharp enough;
(2) The equipment or mold is uneven, causing some positions to be cut continuously;
(3) Cylinder drop or pressurization distance is not enough;
(4) The cylinder pressure is too small.
Consider several reasons:
(1) The cutter is blunt;
(2) The gap between the punching die is relatively large, generally the gap between the punching die is 0-2 wires;
(3) The product is too thick, the surface is dry, and it is prone to "exploding skin".
(4) The equipment is uneven, and the focus points appear successively, which may easily cause burrs.
Consider several reasons:
(1) Is there any omission or reduction in the amount of addition?
(2) The water quality is dirty and there are too many microorganisms;
(3) Are there conflicts with other additives such as defoamers?
(4) If the moisture content of the product exceeds 10% after setting, it is easy to be unpreventable
Besure Technology was founded in 1997 and is committed to providing one-stop eco-friendly pulp molding equipment solutions.
 +86 18823150295
+86 18823150295
 No.5 Yongye Road, Zone A Southwest
No.5 Yongye Road, Zone A Southwest
Industrial Park, Sanshui District, Foshan, China


Copyright © 2026 BeSure Technology Co., Ltd. - www.mybesure.com All Rights Reserved.粤ICP备2025367321号