Notizie aziendali
Concentrandosi sulle attrezzature per lo stampaggio della polpa da oltre 25 anni.
linguaggio
Concentrandosi sulle attrezzature per lo stampaggio della polpa da oltre 25 anni.
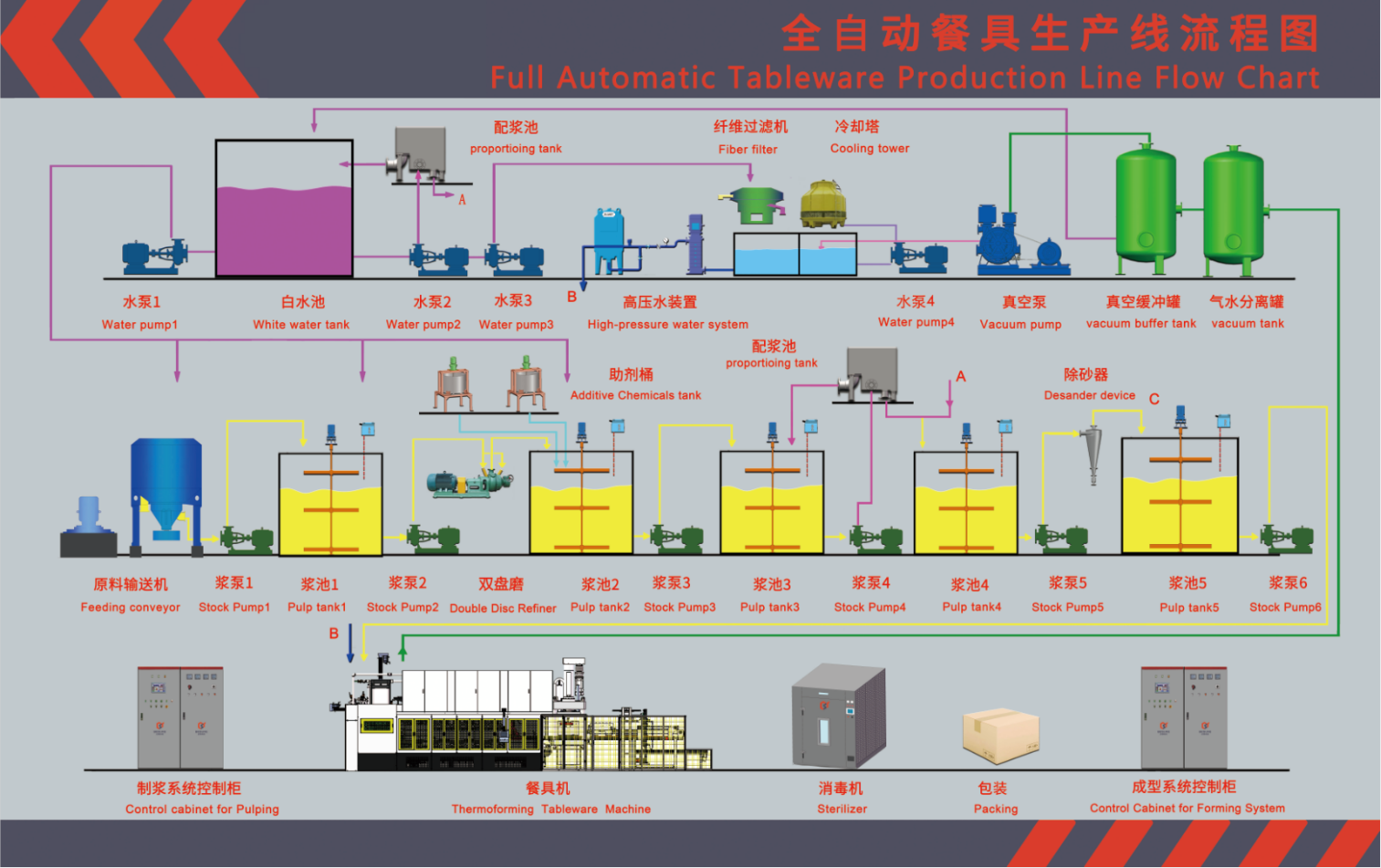
Introduzione: Nel mondo degli imballaggi sostenibili e delle soluzioni eco-compatibili,
hanno guadagnato una notevole popolarità. Tuttavia, il processo di produzione di questi articoli biodegradabili non è privo di sfide. In questa guida completa, esploriamo i problemi comuni riscontrati durante la produzione di prodotti stampati in cellulosa e forniamo soluzioni pratiche per superarli, garantendo una qualità del prodotto superiore e una maggiore efficienza produttiva.
Generalmente, il cartone di cellulosa è composto da cellulosa chimica. Se non può essere frantumato, dipende dalla densità del cartone di cellulosa stesso, dalla lama e dalla velocità dello spappolatore. Generalmente, gli spappolatori ad alta consistenza hanno lame a spirale e lame piatte, mentre gli spappolatori a bassa consistenza utilizzano generalmente lame piatte e vengono aggiunti coltelli laterali attorno alla vasca. Se la velocità di battitura è troppo bassa, è necessario considerare l'affilatura delle lame e la velocità del motore. Un motore a 6 poli ha una coppia elevata ma una velocità bassa; un motore a 4 poli ha una velocità elevata ma una coppia ridotta, quindi la velocità del motore può essere regolata per diversi spappolatori.
Il motivo principale è che l'aggiunta di un oleorepellente e l'elevata forza d'impatto durante la lavorazione della polpa possono facilmente causare la formazione di schiuma; inoltre, la pulizia della polpa e dell'acqua influisce direttamente sulla probabilità di formazione di schiuma. Se nella polpa sono presenti più impurità di cenere, la probabilità di formazione di schiuma aumenta. Se la temperatura è troppo elevata (soprattutto in estate), è facile che si sviluppino microrganismi, con conseguente formazione di schiuma, con conseguenti macchie di schiuma sul prodotto!
Modi per ridurre la schiuma:
(1) Deve essere garantita la pulizia della polpa;
(2) La qualità dell'acqua dovrebbe essere purificata;
(3) Utilizzare un antischiuma come l'etere per l'effetto antischiuma.
Il motivo principale è la maggiore presenza di impurità di cenere nella polpa e la scarsa qualità dell'acqua. Generalmente, il dosaggio della polpa di canna da zucchero bianca è del 2-2,5% (acrilato) e la quantità di oleorepellente è di circa lo 0,8%. Per la polpa di canna da zucchero naturale, la quantità di idrorepellente è di circa il 3% e quella di oleorepellente di circa lo 0,9%, ma la proporzione varia a seconda del tipo di polpa miscelata. Un numero eccessivo di microrganismi nel substrato consumerà anche una grande quantità di additivi, quindi in caso di una crescita significativa di additivi, si consiglia di cambiare l'acqua o di verificare che il cartone di cellulosa sia di qualità alimentare.
Generalmente, il contenuto di umidità dell'embrione umido è di circa il 70%. Se il contenuto di umidità è troppo elevato, il tempo di presa sarà troppo lungo, il consumo di energia termica sarà eccessivo e alcuni prodotti avranno persino "bordi fritti". Pertanto, se il contenuto di umidità è troppo elevato, è necessario valutare se lo spessore dell'embrione umido è eccessivo. Il livello di vuoto è troppo basso? Il tempo di pompaggio è troppo breve? Se lo stampo di formatura è incollato e sigillato, se è sigillato con un tampone di cuoio, ecc. In caso di emergenza, è necessario verificare la presenza di perdite di vuoto, come tubi e valvole.
Se lo stesso prodotto o lo stesso stampo presenta uno spessore non uniforme, considerare i seguenti aspetti:
(1) I fori di aspirazione dello stampo sono uniformi? Se l'iniezione non è uniforme, aprire o tappare i fori a seconda della situazione reale.
(2) La rete metallica è appiccicosa e intasata? In caso di ostruzione, pulirla tempestivamente.
(3) In caso di stuccatura, verificare se il prodotto viene colpito direttamente durante la stuccatura del tubo. Regolare tempestivamente la posizione della porta di stuccatura per evitare un impatto diretto.
(4) C'è una perdita di vuoto in questa parte? In caso di perdita di vuoto, è necessario ripararla e sigillarla in tempo.
(5) Controllare se la valvola della polpa è bloccata e, se è necessario ripararla in tempo, le quattro valvole di rilascio devono agire contemporaneamente per essere più uniformi.

Se il bordo è troppo piccolo, si verificherà il problema dei bordi mancanti dopo aver completato la forma. Il motivo principale di questo problema è che il gommino del telaio del cestino è troppo piccolo. È possibile utilizzare una spatola per carta da parati per allargare il gommino.
Considera diverse ragioni:
(1) Lo spazio dello stampo è troppo piccolo o il peso del prodotto è troppo grande;
(2) La maglia metallica è troppo spessa;
(3) La planarità dello stampo o dell'attrezzatura non è sufficiente e lo stampo o l'attrezzatura tendono a cedere al centro, quindi nell'uso effettivo si formeranno segni di ragnatela sul bordo del prodotto;
(4) Se nel serbatoio del liquame è presente schiuma, saranno presenti anche dei segni netti.
(5) Se la pressione del cilindro booster è troppo alta, la pressione può essere ridotta, generalmente a 3-4 kg.
Considera diverse ragioni:
(1) Il peso del prodotto è troppo leggero o lo spazio dello stampo è troppo grande;
(2) Pressurizzazione insufficiente o altezza di abbassamento del cilindro;
(3) Lo stampo è stato utilizzato per lungo tempo per formare scaglie spesse, facendo sì che alcune parti non potessero essere stampate in posizione;
(4) L'elettrovalvola non funziona o non funziona correttamente;
(5) L'anello di tenuta della parte booster del cilindro è gravemente usurato e la distanza del booster non è sufficiente.
Considera diverse ragioni:
(1) Il contenuto di umidità dell'embrione bagnato è troppo elevato;
(2) Lo stampo o l'attrezzatura non sono uniformi, con conseguente riscaldamento non uniforme;
(3) La temperatura dell'olio termovettore è troppo bassa;
(4) La piastra riscaldante è bloccata e la conduttività termica è ridotta;
(5) La pressione del cilindro è troppo bassa;
(6) Lo spessore del prodotto è troppo elevato. Generalmente, il tempo di presa dopo che lo spessore del prodotto raggiunge 1 mm è di circa 60-90 secondi.

Considera diverse ragioni:
(1) La lama del taglierino non è abbastanza affilata;
(2) L'attrezzatura o lo stampo non sono uniformi, causando il taglio continuo di alcune posizioni;
(3) La caduta del cilindro o la distanza di pressurizzazione non sono sufficienti;
(4) La pressione del cilindro è troppo bassa.
Considera diverse ragioni:
(1) La lama è smussata;
(2) Lo spazio tra la matrice di punzonatura è relativamente grande, generalmente lo spazio tra la matrice di punzonatura è di 0-2 fili;
(3) Il prodotto è troppo denso, la superficie è secca e tende a "esplodere nella pelle".
(4) L'attrezzatura non è uniforme e i punti di messa a fuoco appaiono in successione, il che può facilmente causare sbavature.
Considera diverse ragioni:
(1) C'è qualche omissione o riduzione nell'importo dell'aggiunta?
(2) La qualità dell'acqua è sporca e ci sono troppi microrganismi;
(3) Ci sono conflitti con altri additivi come gli antischiuma?
(4) Se il contenuto di umidità del prodotto supera il 10% dopo l'impostazione, è facile che diventi inevitabile
ln 1997, il team BST ha importato l'Europeo
linea di produzione in Cina e ha iniziato l'attività di produzione di prodotti in pasta modellata.
 +86 18823150295
+86 18823150295
 N.5 Yongye Road, Zona A sud-ovest
N.5 Yongye Road, Zona A sud-ovest
Parco industriale, distretto di Sanshui, Foshan, Cina