Centrándose en equipos de moldeo de pulpa durante más de 25 años.
Idioma
Centrándose en equipos de moldeo de pulpa durante más de 25 años.
Introducción: En el mundo de los embalajes sostenibles y las soluciones ecológicas,
Han ganado una gran popularidad. Sin embargo, el proceso de producción de estos artículos biodegradables no está exento de desafíos. En esta guía completa, exploramos los problemas comunes que surgen durante la fabricación de productos moldeados de pulpa y ofrecemos soluciones prácticas para superarlos, garantizando una calidad superior del producto y una mayor eficiencia de producción.
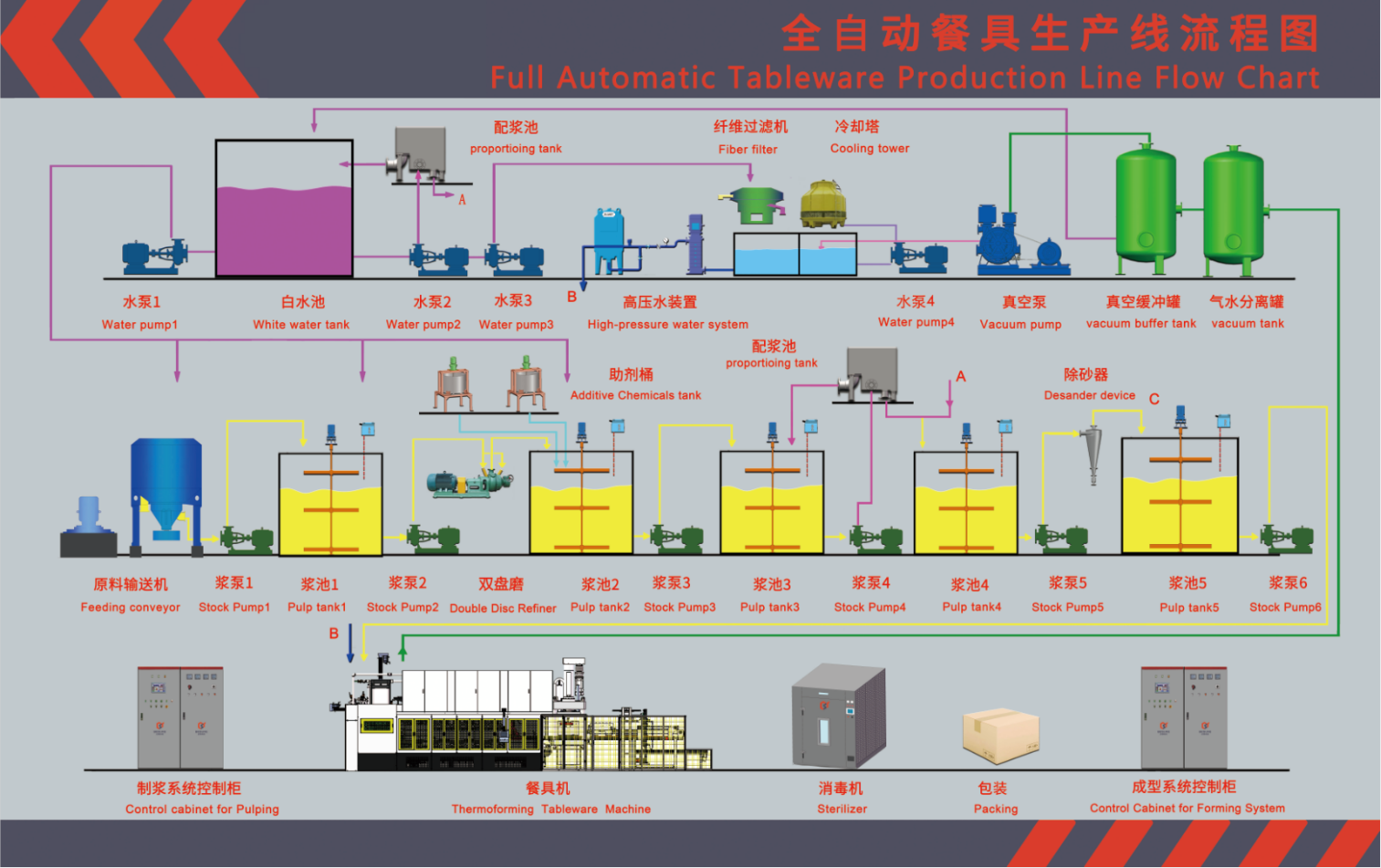
Generalmente, el cartón para pulpa se fabrica con pulpa química. Si no se puede triturar, depende de la densidad del propio cartón, de la cuchilla y de la velocidad del despulpador. Generalmente, los despulpadores de alta consistencia tienen cuchillas espirales y planas, mientras que los de baja consistencia suelen usar cuchillas planas y se añaden cuchillas laterales alrededor del tanque. Si la velocidad de batido es demasiado lenta, se debe considerar el afilado de las cuchillas y la velocidad del motor. Un motor de 6 polos tiene un par elevado pero una velocidad lenta; un motor de 4 polos tiene una velocidad rápida pero un par bajo, por lo que la velocidad del motor se puede ajustar para diferentes despulpadores.
La razón principal es que la adición de repelente de aceite y la alta fuerza de impacto durante el despulpado pueden causar fácilmente la formación de espuma. Además, la limpieza de la pulpa y del agua afecta directamente la probabilidad de formación de espuma. Si hay más impurezas de ceniza en la pulpa, la probabilidad de formación de espuma aumentará. Si la temperatura es demasiado alta (especialmente en verano), es fácil que se reproduzcan microorganismos, lo que facilita la formación de espuma, lo que resulta en manchas de espuma en el producto.
Formas de reducir la espuma:
(1) Se deberá garantizar la limpieza de la pulpa;
(2) La calidad del agua deberá ser purificada;
(3) Utilice un antiespumante como éter para desespumar.
La razón principal es la presencia de más impurezas de ceniza en la pulpa y la mala calidad del agua. Generalmente, la dosis de pulpa de caña de azúcar blanca es del 2-2,5 % (acrilato) y la cantidad de oleofóbico es de aproximadamente el 0,8 %. Para la pulpa de caña de azúcar natural, la cantidad de oleofóbico es de aproximadamente el 3 % y la de oleofóbico es de aproximadamente el 0,9 %, pero la proporción varía según el tipo de pulpa. Un exceso de microorganismos en el medio también consume una gran cantidad de aditivos, por lo que, si se observa una proliferación considerable de aditivos, se debe considerar cambiar el agua o verificar si el cartón de pulpa es apto para uso alimentario.
Generalmente, el contenido de humedad del embrión húmedo es de aproximadamente el 70 %. Si el contenido de humedad es demasiado alto, el tiempo de fraguado será demasiado largo, el consumo de energía térmica será excesivo y algunos productos incluso presentarán bordes quemados. Por lo tanto, si el contenido de humedad es demasiado alto, es necesario considerar si el espesor del embrión húmedo es demasiado alto. ¿El nivel de vacío es demasiado bajo? ¿El tiempo de bombeo es demasiado corto? Si el molde de formación está pegado y sellado, si está sellado con una almohadilla de cuero, etc. En caso de emergencia, es necesario verificar si hay fugas de vacío, como en tuberías y válvulas.
Si el mismo producto o el mismo producto de molde tiene un espesor desigual, considere los siguientes aspectos:
(1) ¿Son uniformes los orificios de succión del molde? Si la inyección es irregular, abra o tape los orificios según la situación.
(2) ¿La malla metálica está pegajosa y obstruida? Si hay una obstrucción, límpiela a tiempo.
(3) Si se está aplicando lechada, verifique si el producto recibe un impacto directo al aplicar la lechada en la tubería. Ajuste la posición del puerto de lechada a tiempo para evitar el impacto directo.
(4) ¿Hay una fuga de vacío en esta pieza? Si la hay, debe repararse y sellarse a tiempo.
(5) Verifique si la válvula de pulpa está atascada y, si necesita repararse a tiempo, las cuatro válvulas de liberación deben actuar al mismo tiempo para que sea más uniforme.

Si el borde es demasiado pequeño, puede que falten bordes después de terminar la forma. Esto se debe principalmente a que la almohadilla de goma del marco de la cesta es demasiado pequeña. Puede usar una cuchilla para papel tapiz para expandir la almohadilla de goma.
Considere varias razones:
(1) El espacio del molde es demasiado pequeño o el peso del producto es demasiado grande;
(2) La malla metálica es demasiado gruesa;
(3) La planitud del molde o equipo no es suficiente y el molde o equipo es propenso a combarse en el medio, por lo que en el uso real, habrá marcas de banda en el borde del producto;
(4) Si hay espuma en el tanque de lodo, también habrá marcas de red.
(5) Si la presión del cilindro de refuerzo es demasiado alta, se puede reducir la presión, generalmente a 3-4 kg.
Considere varias razones:
(1) El peso del producto es demasiado ligero o el espacio del molde es demasiado grande;
(2) Presurización o altura de descenso insuficiente del cilindro;
(3) El molde se ha utilizado durante mucho tiempo para formar una escala gruesa, lo que provoca que algunas piezas no puedan moldearse en su lugar;
(4) La válvula solenoide no funciona o no funciona correctamente;
(5) El anillo de sellado de la parte de refuerzo del cilindro está muy desgastado y la distancia del refuerzo no es suficiente.
Considere varias razones:
(1) El contenido de humedad del embrión húmedo es demasiado alto;
(2) El molde o equipo es desigual, lo que da como resultado un calentamiento desigual;
(3) La temperatura del aceite de transferencia de calor es demasiado baja;
(4) La placa calefactora se bloquea y se reduce la conductividad térmica;
(5) La presión del cilindro es demasiado pequeña;
(6) El espesor del producto es excesivo. Generalmente, el tiempo de fraguado después de alcanzar 1 mm de espesor es de aproximadamente 60 a 90 segundos.

Considere varias razones:
(1) La cuchilla de corte no está lo suficientemente afilada;
(2) El equipo o molde es desigual, lo que provoca que algunas posiciones se corten continuamente;
(3) La caída del cilindro o la distancia de presurización no es suficiente;
(4) La presión del cilindro es demasiado pequeña.
Considere varias razones:
(1) El cortador está desafilado;
(2) El espacio entre las matrices de punzonado es relativamente grande, generalmente el espacio entre las matrices de punzonado es de 0 a 2 cables;
(3) El producto es demasiado espeso, la superficie está seca y es propenso a que se produzcan "explosiones en la piel".
(4) El equipo es desigual y los puntos de enfoque aparecen sucesivamente, lo que puede provocar rebabas fácilmente.
Considere varias razones:
(1) ¿Hay alguna omisión o reducción en la cantidad de adición?
(2) La calidad del agua es sucia y hay demasiados microorganismos;
(3) ¿Existen conflictos con otros aditivos como los antiespumantes?
(4) Si el contenido de humedad del producto supera el 10 % después del fraguado, es fácil que no se pueda evitar.
En 1997, el equipo BST importó el Europeo
línea de producción a China y comenzó el negocio de producción de productos de pulpa moldeada.
 +86 18823150295
+86 18823150295
 No.5 Yongye Road, Zona A Suroeste
No.5 Yongye Road, Zona A Suroeste
Parque industrial, distrito de Sanshui, Foshan, China