专注于纸浆成型设备超过 25 年。
语言
专注于纸浆成型设备超过 25 年。
简介:在可持续包装和环保解决方案领域,
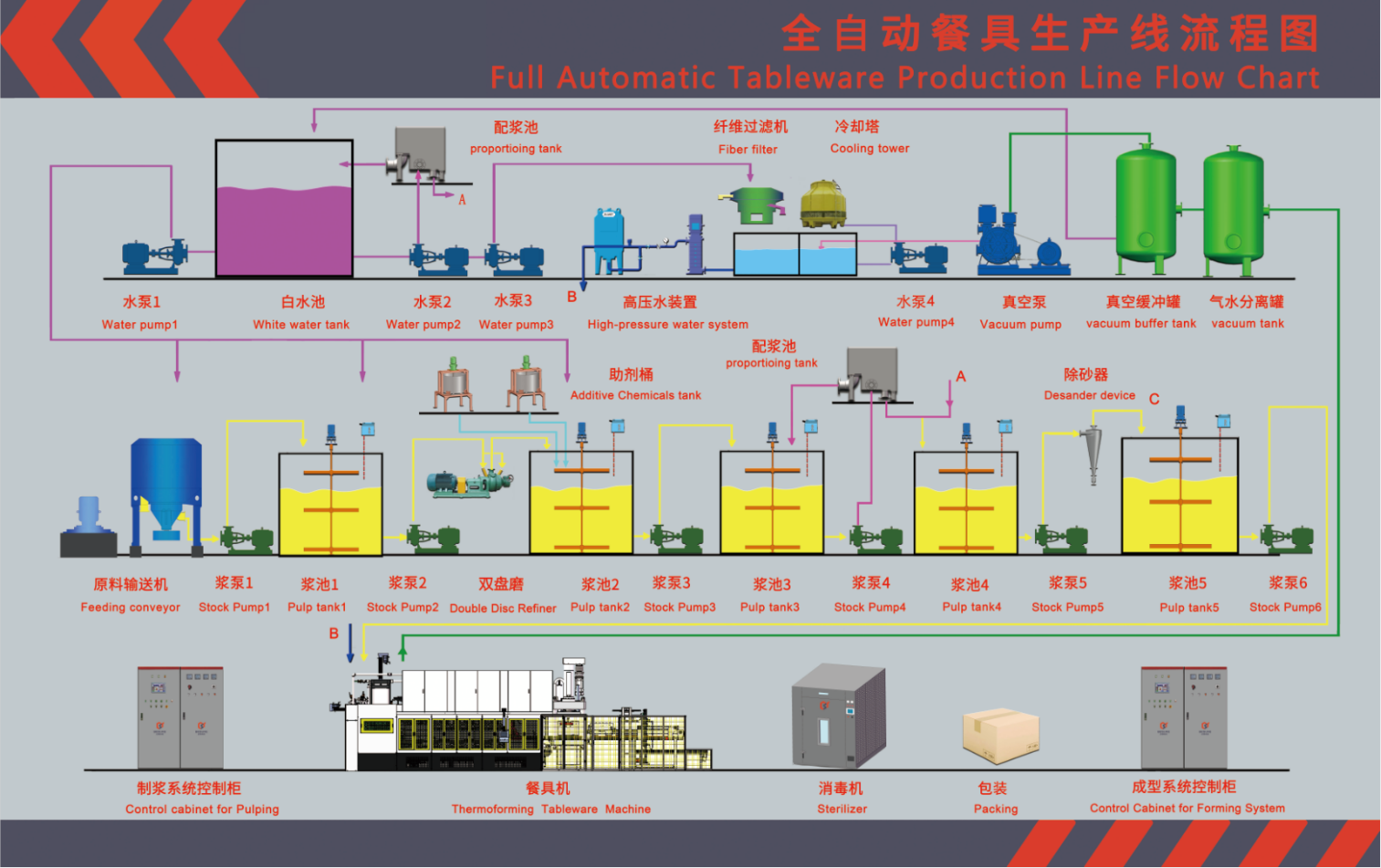
纸浆模塑制品已广受欢迎。然而,这些可生物降解产品的生产过程并非一帆风顺。在本指南中,我们探讨了纸浆模塑产品制造过程中常见的问题,并提供了切实可行的解决方案,以确保卓越的产品质量和更高的生产效率。
浆板一般采用化学浆,如果打不碎,则取决于浆板本身的密度,以及碎浆机的刀片和转速。一般高浓碎浆机有螺旋刀片和平刀,低浓碎浆机一般采用平刀,并在槽体周围加装侧刀。如果打浆速度过慢,则需要考虑刀片的锋利程度和电机的转速。6极电机扭矩大但转速慢;4极电机转速快但扭矩小,因此可以根据不同的碎浆机调整电机的转速。
主要原因是防油剂的添加,以及制浆时冲击力大,容易引起起泡;另外,纸浆和水的清洁度也直接影响起泡的概率,纸浆中灰分杂质越多,起泡的概率就越大。如果温度过高(尤其是夏天),容易滋生一些微生物,就容易起泡,导致产品上出现泡点!
减少泡沫的方法:
(1)必须保证纸浆的清洁度;
(2)水质应净化;
(3)使用乙醚等消泡剂进行消泡。
主要原因是纸浆中灰分杂质较多,水质较差。一般白甘蔗浆用量为2-2.5%(丙烯酸酯),防油剂用量约为0.8%。天然甘蔗浆防水剂用量约为3%,防油剂用量约为0.9%,但不同纸浆混合后比例会有所不同;介质中微生物过多也会消耗大量添加剂,因此如果发现添加剂大幅增长,应考虑换水或检查纸浆板是否为食品级。
一般湿胚含水量在70%左右。含水量过高会导致定型时间过长,热能消耗过大,有些产品甚至会出现“炸边”现象。因此,如果含水量过高,需要考虑湿胚厚度是否过厚?真空度是否过低?抽气时间是否过短?成型模具是否涂胶密封,是否用皮垫密封等。紧急情况下,需要重点检查管道、阀门等真空部位是否有泄漏。
如果同一产品或同一模具的产品出现厚度不均匀的情况,应考虑以下几个方面:
(1)成型模具的吸料孔是否均匀?若吸料不均匀,应根据实际情况开孔或堵孔。
(2)金属网是否粘连堵塞?如有堵塞,应及时清理。
(3)如果是注浆,检查注浆管注浆时产品是否受到直接冲击?及时调整注浆口的位置,避免直接冲击。
(4)该部位是否有真空泄漏?如有真空泄漏,必须及时修复、密封。
(5)检查浆阀是否卡死,如遇卡死应及时修复,四个放浆阀必须同时动作,才能比较均匀。

如果边缘太小,定型后会出现缺边的问题。造成这种情况的主要原因是篮框的橡胶垫太小。可以用壁纸刀将橡胶垫扩大。
请考虑以下几个原因:
(1)模具间隙太小或制品重量太大;
(2)金属网太厚;
(3)模具或设备的平整度不够,模具或设备中间容易出现凹陷,所以在实际使用中,会在制品边缘出现网痕;
(4)如果浆槽中有泡沫,也会有网痕。
(5)增压缸压力过高,可降低压力,一般在3-4kg。
请考虑以下几个原因:
(1)制品重量太轻或模具间隙太大;
(2)气瓶增压不足或降低高度不够;
(3)模具使用时间过长,形成厚厚的氧化皮,造成某些部位无法成型到位;
(4)电磁阀不工作或工作不正常;
(5)气缸增压部分密封圈磨损严重,增压距离不够。
请考虑以下几个原因:
(1)湿胚含水量过高;
(2)模具或设备不平整,造成加热不均匀;
(3)导热油温度太低;
(4)加热板堵塞,导热系数降低;
(5)气缸压力太小;
(6)制品厚度太厚,一般制品厚度达到1mm后的凝固时间约为60-90秒。

请考虑以下几个原因:
(1)切刀刀片不够锋利;
(2)设备或模具不平整,造成某些位置切不连续;
(3)气缸下降或加压距离不够;
(4)气缸压力太小。
请考虑以下几个原因:
(1)刀具已钝;
(2)冲孔模间隙较大,一般冲孔模间隙为0-2丝;
(3)产品太厚,表面干燥,容易出现“爆皮”。
(4)设备不平整,焦点依次出现,容易造成毛刺。
请考虑以下几个原因:
(1)添加量有无遗漏或减少?
(2)水质脏污,微生物过多;
(3)与消泡剂等其他添加剂有冲突吗?
(4)如果产品凝固后含水量超过10%,则容易发生无法预防的

 +86 18823150295
+86 18823150295 A区西南永业路5号
A区西南永业路5号