التركيز على معدات صب اللب لأكثر من 25 عامًا.
لغة
التركيز على معدات صب اللب لأكثر من 25 عامًا.
مقدمة: في عالم التغليف المستدام والحلول الصديقة للبيئة،
اكتسبت شعبية كبيرة. ومع ذلك، فإن عملية إنتاج هذه المنتجات القابلة للتحلل الحيوي لا تخلو من التحديات. في هذا الدليل الشامل، نستكشف المشاكل الشائعة التي تواجه تصنيع منتجات اللب المصبوب، ونقدم حلولاً عملية للتغلب عليها، مما يضمن جودة فائقة للمنتجات ويعزز كفاءة الإنتاج.
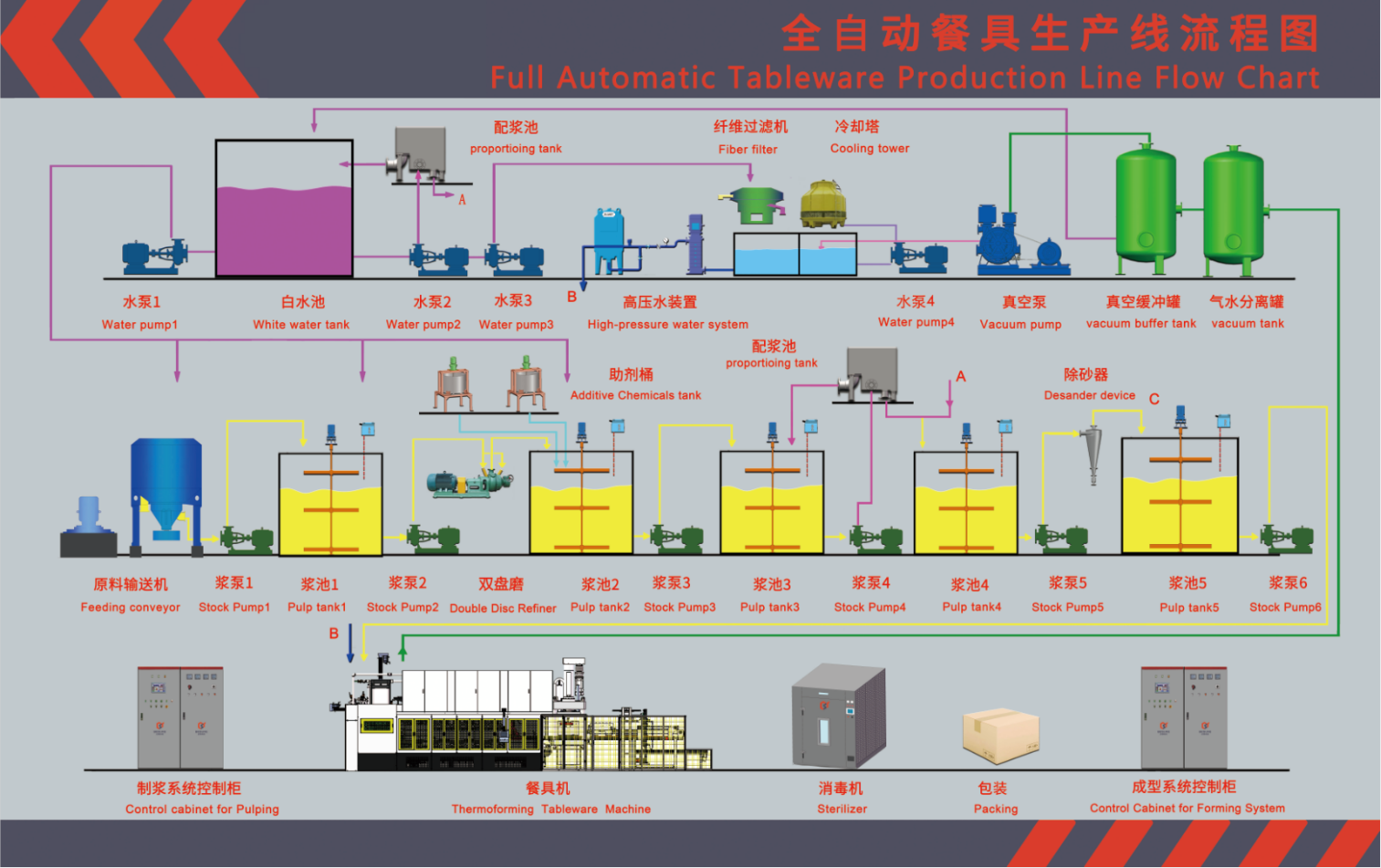
عادةً ما يُصنع لوح اللب من اللب الكيميائي. يعتمد عدم قابلية تكسيره على كثافة لوح اللب نفسه، وعلى شفرة وسرعة آلة اللب. عادةً ما تحتوي آلات اللب عالية القوام على شفرات حلزونية وشفرات مسطحة، بينما تستخدم آلات اللب منخفضة القوام شفرات مسطحة، وتُضاف سكاكين جانبية حول الخزان. إذا كانت سرعة الخفق بطيئة جدًا، فيجب مراعاة حدة الشفرات وسرعة المحرك. يتميز المحرك سداسي الأقطاب بعزم دوران كبير وسرعة بطيئة؛ بينما يتميز المحرك رباعي الأقطاب بسرعة عالية وعزم دوران منخفض، لذا يمكن تعديل سرعة المحرك لتناسب أنواعًا مختلفة من آلات اللب.
السبب الرئيسي هو أن إضافة مادة طاردة للزيت وقوة التأثير العالية أثناء عملية اللب قد تُسببان بسهولة تكوّن الرغوة؛ كما أن نظافة اللب والماء تؤثر بشكل مباشر على احتمالية تكوّن الرغوة. إذا زادت شوائب الرماد في اللب، يزداد احتمال تكوّن الرغوة. أما إذا كانت درجة الحرارة مرتفعة جدًا (خاصةً في الصيف)، فمن السهل تكاثر بعض الكائنات الدقيقة، مما يُسهّل تكوّن الرغوة، مما يُؤدي إلى ظهور بقع رغوة على المنتج!
طرق تقليل الرغوة:
(1) يجب ضمان نظافة اللب؛
(2) يجب تنقية جودة المياه؛
(3) استخدم مزيل الرغوة مثل الأثير لإزالة الرغوة.
السبب الرئيسي هو وجود شوائب رماد أكثر في اللب وسوء جودة المياه. عادةً، تتراوح نسبة الأكريلات في لب قصب السكر الأبيض بين 2% و2.5%، بينما تبلغ نسبة طارد الزيت حوالي 0.8%. أما لب قصب السكر الطبيعي، فتبلغ نسبة طارد الماء حوالي 3%، ونسبة طارد الزيت حوالي 0.9%، ولكن تختلف النسبة باختلاف أنواع اللب. كما أن كثرة الكائنات الدقيقة في الوسط تستهلك كمية كبيرة من المواد المضافة، لذلك في حال وجود زيادة كبيرة في المواد المضافة، يُنصح بتغيير الماء أو التحقق من صلاحية لوح اللب للطعام.
عادةً، تبلغ نسبة الرطوبة في الجنين الرطب حوالي 70%. إذا كانت نسبة الرطوبة مرتفعة جدًا، فسيكون وقت التصلب طويلًا جدًا، وسيكون استهلاك الطاقة الحرارية كبيرًا جدًا، وقد تظهر بعض المنتجات "محروقة". لذلك، إذا كانت نسبة الرطوبة مرتفعة جدًا، فمن الضروري مراعاة ما إذا كان سمك الجنين الرطب سميكًا جدًا؟ هل مستوى الفراغ منخفض جدًا؟ هل وقت الضخ قصير جدًا؟ هل تم لصق قالب التشكيل وإغلاقه بإحكام، وما إذا كان مُغلقًا ببطانة جلدية، وما إلى ذلك. في حالات الطوارئ، من الضروري التركيز على التحقق من وجود تسريبات فراغية مثل الأنابيب والصمامات.
إذا كان نفس المنتج أو نفس منتج القالب له سمك غير متساوٍ، فيجب مراعاة الجوانب التالية:
(1) هل فتحات الشفط لقالب القالب متساوية؟ إذا كان الحقن غير متساوٍ، فافتح الفتحات أو سدها وفقًا للحالة الفعلية.
(2) هل الشبكة المعدنية لزجة أو مسدودة؟ إذا كان هناك انسداد، فنظفه في الوقت المناسب.
(3) في حالة الحقن، تأكد من عدم تعرض المنتج لتأثير مباشر أثناء حقن أنبوب الحقن. اضبط موضع منفذ الحقن في الوقت المناسب لتجنب التأثير المباشر.
(4) هل يوجد تسرب فراغ في هذا الجزء؟ إذا كان هناك تسرب فراغ، فيجب إصلاحه وإغلاقه في الوقت المناسب.
(5) تحقق مما إذا كان صمام اللب عالقًا، وإذا كان يحتاج إلى إصلاح في الوقت المناسب، فيجب أن تعمل صمامات التحرير الأربعة في نفس الوقت لتكون أكثر اتساقًا.

إذا كانت الحافة صغيرة جدًا، فستكون هناك مشكلة فقدان الحواف بعد الانتهاء من الشكل. السبب الرئيسي لهذه الحالة هو صغر حجم الوسادة المطاطية لإطار السلة. يمكنك استخدام سكين ورق جدران لتوسيع الوسادة المطاطية.
خذ بعين الاعتبار عدة أسباب:
(1) فجوة القالب صغيرة جدًا أو وزن المنتج كبير جدًا؛
(2) الشبكة المعدنية سميكة جدًا؛
(3) تسطيح القالب أو المعدات غير كافٍ، ويكون القالب أو المعدات عرضة للترهل في المنتصف، لذلك في الاستخدام الفعلي، ستكون هناك علامات ويب على حافة المنتج؛
(4) إذا كانت هناك رغوة في خزان الملاط، فسوف تكون هناك أيضًا علامات شبكية.
(5) إذا كان ضغط أسطوانة التعزيز مرتفعًا جدًا، فيمكن تقليل الضغط، عمومًا بمقدار 3-4 كجم.
خذ بعين الاعتبار عدة أسباب:
(1) وزن المنتج خفيف جدًا أو فجوة القالب كبيرة جدًا؛
(2) عدم كفاية الضغط أو خفض ارتفاع الأسطوانة؛
(3) تم استخدام القالب لفترة طويلة لتشكيل طبقة سميكة، مما أدى إلى عدم القدرة على تشكيل بعض الأجزاء في مكانها؛
(4) صمام الملف اللولبي لا يعمل أو لا يعمل بشكل صحيح؛
(5) حلقة الختم الخاصة بجزء التعزيز من الأسطوانة مهترئة بشدة، ومسافة التعزيز غير كافية.
خذ بعين الاعتبار عدة أسباب:
(1) نسبة الرطوبة في الجنين الرطب مرتفعة جدًا؛
(2) القالب أو المعدات غير متساوية، مما يؤدي إلى تسخين غير متساوٍ؛
(3) درجة حرارة زيت نقل الحرارة منخفضة للغاية؛
(4) يتم حظر لوحة التسخين وتقليل الموصلية الحرارية؛
(5) ضغط الأسطوانة صغير جدًا؛
(6) سمك المنتج سميك جدًا. عادةً، يستغرق وقت التثبيت بعد وصول سمك المنتج إلى 1 مم حوالي 60-90 ثانية.

خذ بعين الاعتبار عدة أسباب:
(1) شفرة القاطع ليست حادة بما فيه الكفاية؛
(2) المعدات أو القالب غير مستوية، مما يتسبب في قطع بعض المواضع بشكل مستمر؛
(3) انخفاض الأسطوانة أو مسافة الضغط غير كافية؛
(4) ضغط الأسطوانة صغير جدًا.
خذ بعين الاعتبار عدة أسباب:
(1) القاطع غير حاد؛
(2) الفجوة بين قالب التثقيب كبيرة نسبيًا، وعادةً ما تكون الفجوة بين قالب التثقيب 0-2 سلك؛
(3) المنتج سميك جدًا، والسطح جاف، وعرضة لـ "انفجار الجلد".
(4) المعدات غير متساوية، ونقاط التركيز تظهر بشكل متتالي، مما قد يؤدي بسهولة إلى ظهور نتوءات.
خذ بعين الاعتبار عدة أسباب:
(1) هل هناك أي حذف أو نقص في مقدار الإضافة؟
(2) جودة المياه ملوثة ويوجد بها الكثير من الكائنات الحية الدقيقة؛
(3) هل هناك تعارضات مع المواد المضافة الأخرى مثل مزيلات الرغوة؟
(4) إذا تجاوز محتوى الرطوبة في المنتج 10% بعد التثبيت، فمن السهل أن يكون ذلك غير قابل للمنع
في عام 1997 ، استورد فريق BST من أوروبا
خط إنتاج إلى الصين وبدأت أعمال إنتاج منتجات لب الورق المقولب.
 +86 18823150295
+86 18823150295
 No.5 Yongye Road، Zone A Southwest. رقم 5 طريق يونجي ، المنطقة الجنوبية الغربية
No.5 Yongye Road، Zone A Southwest. رقم 5 طريق يونجي ، المنطقة الجنوبية الغربية
المجمع الصناعي ، مقاطعة Sanshui ، فوشان ، الصين