25年以上にわたりパルプ成形装置に焦点を当てています。
言語
25年以上にわたりパルプ成形装置に焦点を当てています。
はじめに:持続可能な包装と環境に優しいソリューションの世界では、
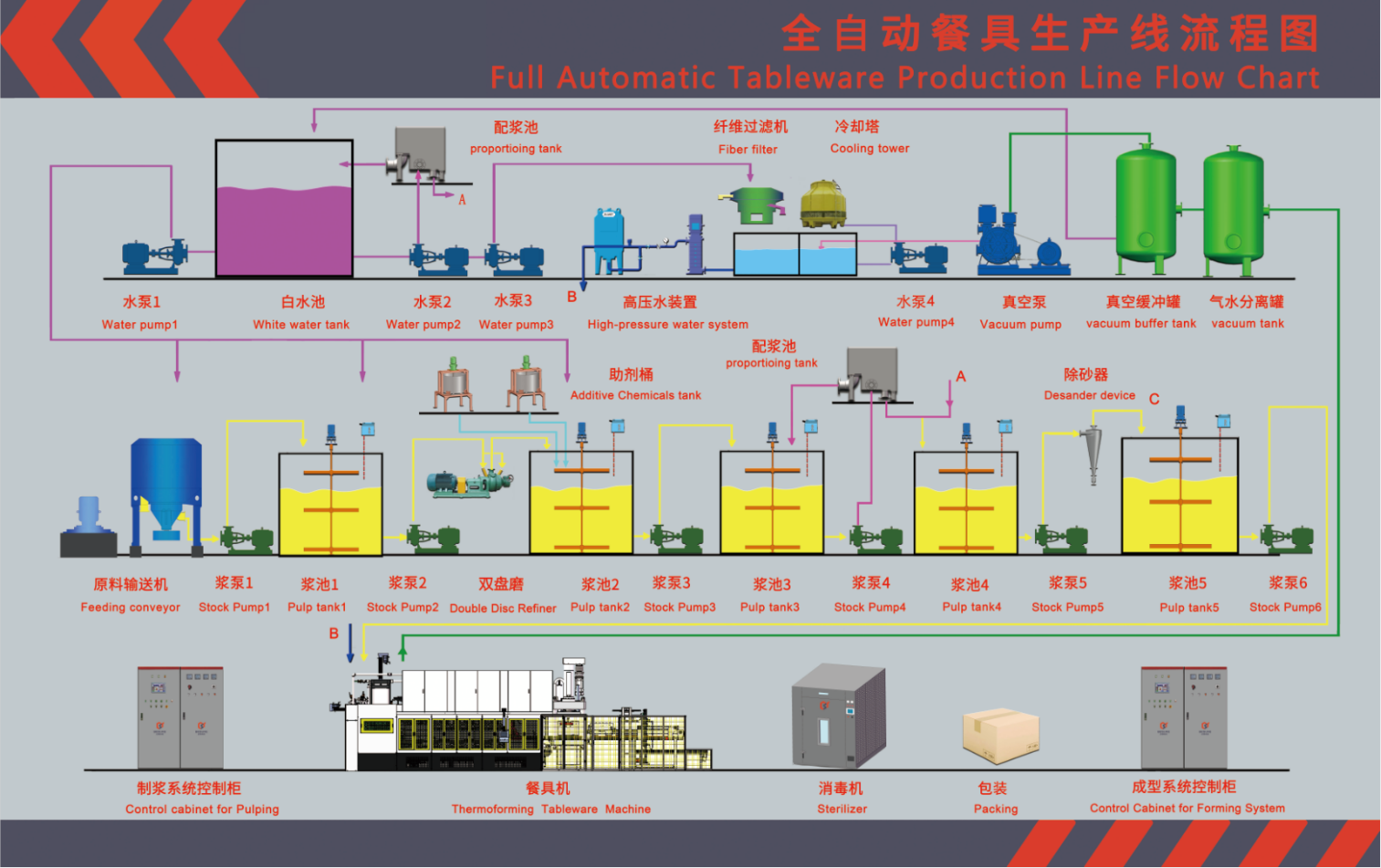
パルプモールド製品は非常に人気が高まっています。しかし、これらの生分解性製品の製造プロセスには課題が伴います。この包括的なガイドでは、パルプモールド製品の製造において一般的に発生する問題を考察し、それらを克服するための実用的なソリューションを提供することで、優れた製品品質と生産効率の向上を実現します。
一般的に、パルプボードは化学パルプで作られています。粉砕できない場合は、パルプボード自体の密度、およびパルパーの刃と速度に依存します。一般的に、高濃度パルパーには螺旋刃と平刃があり、低濃度パルパーでは一般的に平刃が使用され、タンクの周囲にサイドナイフが追加されています。叩解速度が遅すぎる場合は、刃の鋭さとモーターの速度を考慮する必要があります。6極モーターはトルクが大きいですが速度が遅いです。4極モーターは速度が速いですがトルクが小さいため、さまざまなパルパーに合わせてモーターの速度を調整できます。
主な原因は、撥油剤の添加とパルプ化時の高衝撃力によって発泡が発生しやすいことです。さらに、パルプと水の清浄度も発泡の可能性に直接影響します。パルプに灰の不純物が多いほど、発泡の可能性が高まります。また、気温が高すぎる場合(特に夏場)、微生物が繁殖しやすく、発泡しやすくなり、製品に泡の斑点が残ります。
泡を減らす方法:
(1)パルプの清浄性が保証されなければならない。
(2)水質が浄化されていること
(3)消泡にはエーテル等の消泡剤を使用する。
主な原因は、パルプ中の灰分不純物が多く、水質が悪いことです。一般的に、白色サトウキビパルプの添加量は2~2.5%(アクリレート)、撥油剤の添加量は約0.8%です。天然サトウキビパルプの場合、撥水剤の添加量は約3%、撥油剤の添加量は約0.9%ですが、パルプの種類によって配合量は異なります。培地中の微生物が多すぎると添加剤も大量に消費されるため、添加剤が大幅に増殖した場合は、水を交換するか、パルプボードが食品グレードかどうかを確認することを検討してください。
一般的に、湿胚の水分含有量は約70%です。水分含有量が高すぎると、硬化時間が長くなりすぎ、熱エネルギーの消費量が大きくなり、製品によっては「焼き目」が現れることもあります。したがって、水分含有量が高すぎる場合は、湿胚の厚さが厚すぎないか、真空度が低すぎないか、ポンピング時間が短すぎないか、成形型が接着されて密封されているか、革パッドなどで密封されているかなどを検討する必要があります。緊急時には、配管やバルブなどの真空漏れがないかを確認することに重点を置く必要があります。
同一製品または同一成形品で厚みにばらつきがある場合は、以下の点にご留意ください。
(1)成形金型の吸引穴は均一ですか?注入が不均一な場合は、実際の状況に応じて穴を開けたり塞いだりしてください。
(2)金網が粘着して詰まっていませんか?詰まっている場合は、早めに掃除してください。
(3)グラウト注入の場合、グラウトパイプにグラウトを注入する際に製品に直接影響がないか確認してください。直接の衝撃を避けるために、グラウトポートの位置を適時に調整してください。
(4)この部分に真空漏れはありますか?真空漏れがある場合は、速やかに修理・シールする必要があります。
(5)パルプバルブが詰まっていないかを確認し、すぐに修理する必要がある場合は、4つのリリースバルブが同時に作動してより均一になるようにする必要があります。

縁が小さすぎると、形を整えた後に縁が欠けてしまうという問題が生じます。この問題の主な原因は、バスケットフレームのゴムパッドが小さすぎることです。壁紙ナイフを使ってゴムパッドを広げることができます。
いくつかの理由を検討してください。
(1)金型の隙間が小さすぎる、あるいは製品の重量が大きすぎる。
(2)金属メッシュが厚すぎる
(3)金型や設備の平坦度が十分でなく、金型や設備が中央でたわみやすいため、実際の使用時には製品の端にウェブマークが残ります。
(4)スラリータンク内に泡が存在する場合、網目状の跡も残ります。
(5)ブースターシリンダーの圧力が高すぎる場合は、圧力を下げることができますが、通常は3~4kgです。
いくつかの理由を検討してください。
(1)製品の重量が軽すぎる、または金型の隙間が大きすぎる。
(2)シリンダーの加圧不足またはシリンダーの高さが低い
(3)金型を長期間使用して厚いスケールを形成したため、一部の部品が所定の位置に成形できなくなる。
(4)電磁弁が作動しない、または正常に作動しない。
(5)シリンダーのブースター部のシールリングが著しく摩耗しており、ブースター距離が十分でない。
いくつかの理由を検討してください。
(1)湿胚の水分含有量が高すぎる。
(2)金型や設備に凹凸があり、加熱が不均一になる。
(3)熱媒油の温度が低すぎる
(4)加熱板が閉塞され熱伝導率が低下する。
(5)シリンダー圧力が小さすぎる
(6)製品の厚さが厚すぎる。一般的に、製品の厚さが1mmに達した後の硬化時間は約60~90秒です。

いくつかの理由を検討してください。
(1)カッターの刃の切れ味が十分でない
(2)設備や金型にばらつきがあり、一部の位置が連続して切削される。
(3)シリンダーの降下量または加圧距離が十分でない。
(4)シリンダー圧力が小さすぎる。
いくつかの理由を検討してください。
(1)カッターが鈍い
(2)打ち抜き金型間の隙間が比較的大きく、一般に打ち抜き金型間の隙間は0~2線である。
(3)製品が厚すぎると表面が乾燥し、「皮膚爆発」が発生しやすくなります。
(4)装置に凹凸があり、焦点が連続して現れるためバリが発生しやすい。
いくつかの理由を検討してください。
(1)加算の漏れや減額はないか
(2)水質が汚れており、微生物が多すぎる。
(3)消泡剤等の他の添加剤との競合はありますか?
(4)硬化後の製品の水分含有量が10%を超えると、予防できなくなる可能性があります。
1997 年、BST チームはヨーロッパの
中国に生産ラインを移し、パルプ成形品の生産を開始。
 +86 18823150295
+86 18823150295
 ゾーンA南西の5号竜業路
ゾーンA南西の5号竜業路
工業団地、三水区、佛山、中国