पल्प मोल्डिंग उपकरण पर 25 से अधिक वर्षों से ध्यान केंद्रित कर रहा है।
मैं
भाषा: हिन्दी
पल्प मोल्डिंग उपकरण पर 25 से अधिक वर्षों से ध्यान केंद्रित कर रहा है।
मैं
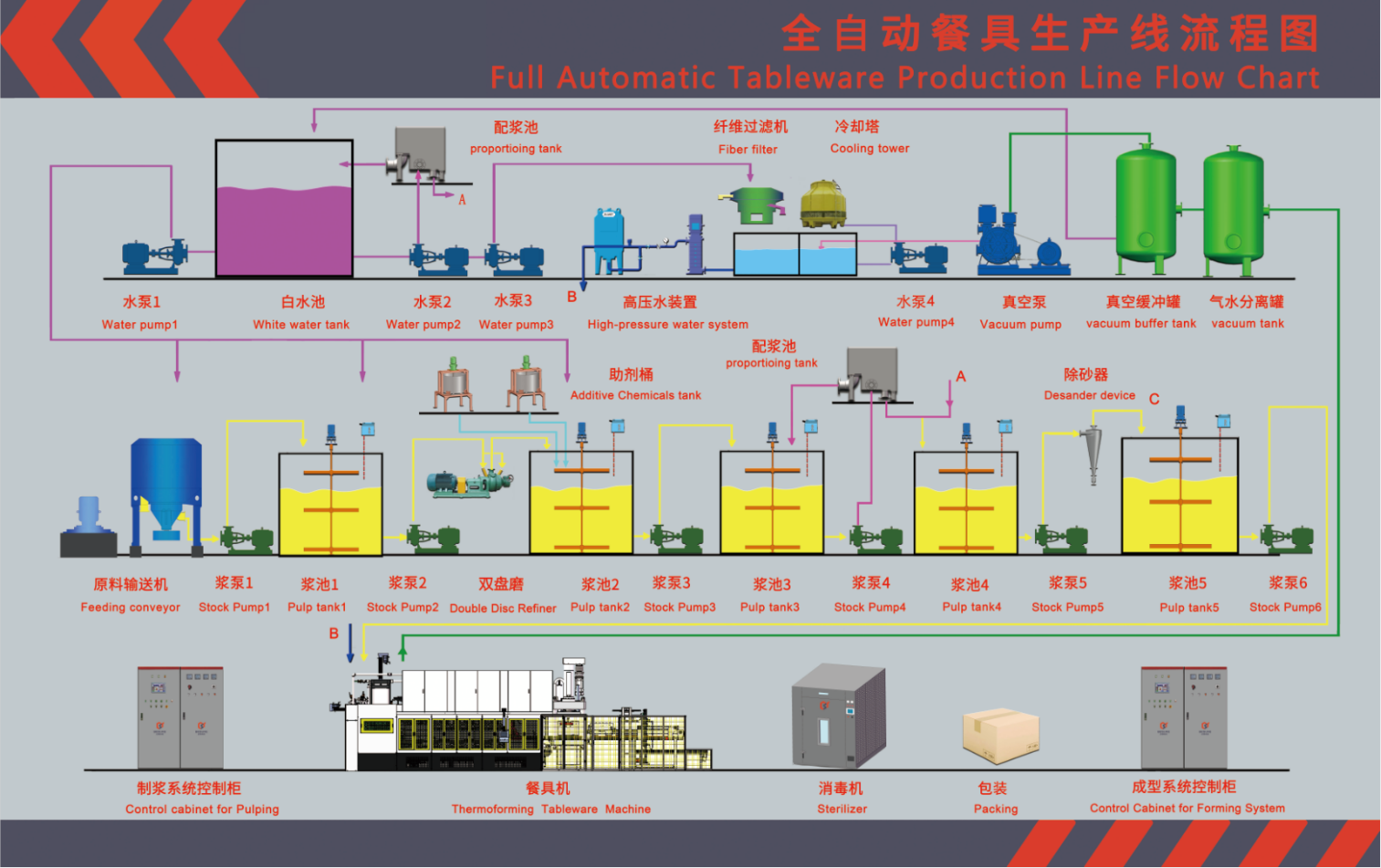
परिचय: टिकाऊ पैकेजिंग और पर्यावरण अनुकूल समाधानों की दुनिया में,
इन बायोडिग्रेडेबल वस्तुओं ने महत्वपूर्ण लोकप्रियता हासिल की है। हालाँकि, इन बायोडिग्रेडेबल वस्तुओं की उत्पादन प्रक्रिया अपनी चुनौतियों से रहित नहीं है। इस व्यापक गाइड में, हम पल्प मोल्डेड उत्पाद निर्माण के दौरान आने वाली आम समस्याओं का पता लगाते हैं और उन्हें दूर करने के लिए व्यावहारिक समाधान प्रदान करते हैं, जिससे बेहतर उत्पाद गुणवत्ता और बढ़ी हुई उत्पादन दक्षता सुनिश्चित होती है।
आम तौर पर, पल्प बोर्ड रासायनिक पल्प से बना होता है। अगर इसे कुचला नहीं जा सकता है, तो यह पल्प बोर्ड के घनत्व और पल्पर के ब्लेड और गति पर निर्भर करता है। आम तौर पर, उच्च-संगति वाले पल्पर में सर्पिल ब्लेड और फ्लैट ब्लेड होते हैं, कम-संगति वाले पल्पर में आम तौर पर फ्लैट ब्लेड का उपयोग किया जाता है, और टैंक के चारों ओर साइड चाकू जोड़े जाते हैं। यदि धड़कन की गति बहुत धीमी है, तो ब्लेड की तीक्ष्णता और मोटर की गति पर विचार किया जाना चाहिए। 6-पोल मोटर में एक बड़ा टॉर्क होता है लेकिन धीमी गति होती है; 4-पोल मोटर में तेज़ गति होती है लेकिन एक छोटा टॉर्क होता है, इसलिए मोटर की गति को अलग-अलग पल्पर के लिए समायोजित किया जा सकता है।
मुख्य कारण यह है कि पल्पिंग के दौरान तेल विकर्षक और उच्च प्रभाव बल को जोड़ने से आसानी से झाग पैदा हो सकता है; इसके अलावा, लुगदी और पानी की सफाई सीधे झाग की संभावना को प्रभावित करती है। यदि लुगदी में अधिक राख की अशुद्धियाँ हैं, तो झाग की संभावना बढ़ जाएगी। यदि तापमान बहुत अधिक है (विशेष रूप से गर्मियों में), तो कुछ सूक्ष्मजीवों का प्रजनन करना आसान है, इसलिए झाग बनना आसान है, जिसके परिणामस्वरूप उत्पाद पर झाग के धब्बे बन जाते हैं!
झाग कम करने के तरीके:
(1) लुगदी की सफाई की गारंटी होनी चाहिए;
(2) जल की गुणवत्ता शुद्ध होनी चाहिए;
(3) फोम हटाने के लिए ईथर जैसे फोम हटाने वाले पदार्थ का उपयोग करें।
मुख्य कारण यह है कि गूदे में राख की अशुद्धियाँ अधिक होती हैं और पानी की गुणवत्ता खराब होती है। आम तौर पर, सफ़ेद गन्ने के गूदे की मात्रा 2-2.5% (एक्रिलेट) होती है, और तेल विकर्षक की मात्रा लगभग 0.8% होती है। प्राकृतिक गन्ने के गूदे के लिए, जल विकर्षक की मात्रा लगभग 3% होती है, और तेल विकर्षक की मात्रा लगभग 0.9% होती है, लेकिन विभिन्न गूदे के प्रकारों को मिलाने के बाद अनुपात अलग-अलग होगा; माध्यम में बहुत अधिक सूक्ष्मजीव भी बड़ी मात्रा में योजक का उपभोग करेंगे, इसलिए यदि योजक की पर्याप्त वृद्धि होती है, तो पानी को बदलने या यह जांचने पर विचार करें कि क्या गूदा बोर्ड खाद्य ग्रेड है।
आम तौर पर, गीले भ्रूण की नमी की मात्रा लगभग 70% होती है। यदि नमी की मात्रा बहुत अधिक है, तो सेटिंग का समय बहुत लंबा होगा, गर्मी ऊर्जा की खपत बहुत अधिक होगी, और कुछ उत्पाद "फ्राइड एज" भी दिखाई देंगे। इसलिए, यदि नमी की मात्रा बहुत अधिक है, तो यह विचार करना आवश्यक है कि क्या गीले भ्रूण की मोटाई बहुत मोटी है? क्या वैक्यूम का स्तर बहुत कम है? क्या पंपिंग का समय बहुत कम है? क्या फॉर्मिंग मोल्ड को चिपकाया और सील किया गया है, क्या इसे चमड़े के पैड से सील किया गया है, आदि। आपात स्थिति में, यह जांचने पर ध्यान केंद्रित करना आवश्यक है कि क्या पाइप और वाल्व जैसे वैक्यूम लीक हैं।
यदि एक ही उत्पाद या एक ही मोल्ड उत्पाद की मोटाई असमान है, तो निम्नलिखित पहलुओं पर विचार करें:
(1) क्या मोल्डिंग डाई के सक्शन छेद एक समान हैं? यदि इंजेक्शन असमान है, तो वास्तविक स्थिति के अनुसार छेद खोलें या प्लग करें।
(2) क्या धातु की जाली चिपचिपी और अवरुद्ध है? यदि कोई रुकावट है, तो उसे समय पर साफ करें।
(3) यदि यह ग्राउटिंग है, तो जाँच करें कि ग्राउटिंग पाइप ग्राउटिंग करते समय उत्पाद पर सीधा प्रभाव पड़ता है या नहीं? प्रत्यक्ष प्रभाव से बचने के लिए समय पर ग्राउटिंग पोर्ट की स्थिति को समायोजित करें।
(4) क्या इस हिस्से में वैक्यूम लीक है? अगर वैक्यूम लीक है, तो उसे समय रहते ठीक करके सील कर देना चाहिए।
(5) जांचें कि क्या पल्प वाल्व फंस गया है, और यदि इसे समय पर मरम्मत करने की आवश्यकता है, तो चार रिलीज वाल्वों को अधिक समान होने के लिए एक ही समय में कार्य करना चाहिए।

यदि किनारा बहुत छोटा है, तो आकार को अंतिम रूप देने के बाद किनारों के गायब होने की समस्या होगी। इस स्थिति का मुख्य कारण यह है कि टोकरी के फ्रेम का रबर पैड बहुत छोटा है। आप रबर पैड का विस्तार करने के लिए वॉलपेपर चाकू का उपयोग कर सकते हैं।
कई कारणों पर विचार करें:
(1) मोल्ड गैप बहुत छोटा है या उत्पाद का वजन बहुत बड़ा है;
(2) धातु की जाली बहुत मोटी है;
(3) मोल्ड या उपकरण की समतलता पर्याप्त नहीं है, और मोल्ड या उपकरण बीच में शिथिलता के लिए प्रवण है, इसलिए वास्तविक उपयोग में, उत्पाद के किनारे पर वेब के निशान होंगे;
(4) यदि स्लरी टैंक में झाग होगा तो वहां भी जाली के निशान होंगे।
(5) यदि बूस्टर सिलेंडर का दबाव बहुत अधिक है, तो दबाव को कम किया जा सकता है, आम तौर पर 3-4 किग्रा.
कई कारणों पर विचार करें:
(1) उत्पाद का वजन बहुत हल्का है या मोल्ड गैप बहुत बड़ा है;
(2) सिलेंडर का अपर्याप्त दबाव या ऊँचाई कम होना;
(3) सांचे का उपयोग लंबे समय तक मोटी परत बनाने के लिए किया जाता है, जिससे कुछ हिस्सों को जगह में ढाला नहीं जा सकता है;
(4) सोलेनोइड वाल्व काम नहीं करता है या ठीक से काम नहीं करता है;
(5) सिलेंडर के बूस्टर भाग की सीलिंग रिंग गंभीर रूप से खराब हो गई है, और बूस्टर दूरी पर्याप्त नहीं है।
कई कारणों पर विचार करें:
(1) गीले भ्रूण की नमी की मात्रा बहुत अधिक है;
(2) मोल्ड या उपकरण असमान है, जिसके परिणामस्वरूप असमान हीटिंग होती है;
(3) ऊष्मा स्थानांतरण तेल का तापमान बहुत कम है;
(4) हीटिंग प्लेट अवरुद्ध हो जाती है और तापीय चालकता कम हो जाती है;
(5) सिलेंडर का दबाव बहुत छोटा है;
(6) उत्पाद की मोटाई बहुत मोटी है। आम तौर पर, उत्पाद की मोटाई 1 मिमी तक पहुंचने के बाद सेटिंग का समय लगभग 60-90 सेकंड होता है।

कई कारणों पर विचार करें:
(1) कटर ब्लेड पर्याप्त तेज़ नहीं है;
(2) उपकरण या मोल्ड असमान है, जिसके कारण कुछ स्थानों पर लगातार कटौती हो रही है;
(3) सिलेंडर ड्रॉप या दबाव दूरी पर्याप्त नहीं है;
(4) सिलेंडर का दबाव बहुत छोटा है.
कई कारणों पर विचार करें:
(1) कटर कुंद है;
(2) छिद्रण मरने के बीच का अंतर अपेक्षाकृत बड़ा है, आम तौर पर छिद्रण मरने के बीच का अंतर 0-2 तार है;
(3) उत्पाद बहुत मोटा है, सतह सूखी है, और यह "त्वचा फटने" के लिए प्रवण है।
(4) उपकरण असमान है, और फोकस बिंदु क्रमिक रूप से दिखाई देते हैं, जो आसानी से गड़गड़ाहट पैदा कर सकता है।
कई कारणों पर विचार करें:
(1) क्या जोड़ की राशि में कोई चूक या कमी है?
(2) पानी की गुणवत्ता गंदी है और उसमें बहुत सारे सूक्ष्मजीव हैं;
(3) क्या डिफॉमर जैसे अन्य योजकों के साथ संघर्ष हैं?
(4) यदि उत्पाद की नमी की मात्रा सेटिंग के बाद 10% से अधिक हो जाती है, तो इसे रोकना आसान है
एलएन 1997, बीएसटी टीम ने यूरोपीय आयात किया
चीन के लिए उत्पादन लाइन और ढाला लुगदी उत्पादों के उत्पादन का व्यवसाय शुरू किया।
 +86 18823150295
+86 18823150295
 नंबर 5 योंगये रोड, जोन ए साउथवेस्ट
नंबर 5 योंगये रोड, जोन ए साउथवेस्ट
औद्योगिक पार्क, संशुई जिला, फोशान, चीन